Working with various materials requires the use of high-quality cutting tools. Most of the required types have standard parameters and are freely sold in stores, but some samples have specific sizes or shapes. They are not produced or are extremely rare. To a greater extent, the question concerns cutters that have many profile options, varieties or types of design.
Finding the right type can take too much time, so sometimes there are no other options other than making a cutter at home.
How to make a cutter
Milling cutter is a general name for a wide group of cutting tools. There are two main types:
There are many types of cutter designs used to perform different technological operations:
- Whole.
- Composite (prefabricated).
- End.
- End face.
- Shaped.
- With replaceable plates and others.
The production of cutting tools is a high-tech process that is demanding on the quality of the material. For example, the production of end mills consists of several stages:
- Turning of a workpiece (shaping).
- Milling teeth.
- Processing of cutting edges (sharpening and backfilling).
- Heat treatment of the material (hardening, tempering, other operations resulting in a high-quality metal structure).
To manufacture other varieties, similar or other operations are performed, determined by the type and design of the tool. Homemade cutters are only modifications of ready-made samples.
The need to use one type or another, to obtain a certain profile or size of the cutting organ, forces you to decide the issue yourself. Let's look at how to make a cutter with your own hands at home.
Homemade wood cutters
Making a wood cutter with your own hands is possible if you have the appropriate workpiece and a machine where it will be installed. At home, an electric drill or a hand-held milling machine is usually used. The most affordable option is to change the shape of a regular metal drill, but other methods can also be used.
Let's look at how to make a wood cutter from a drill. Depending on the purpose of the tool, you will need a workpiece (metal drill) of a certain size. If you plan to manufacture a shaped cutter, then the diameter of the workpiece must be equal to the maximum diameter of the final product. Manufacturing consists of two stages:
- Giving a profile.
- Creating a shank.
Both operations require the use of industrial equipment. In any case, a lathe will be required to make the shank. The hand router collet is designed for a diameter of 8 mm (there are options for 6 and 7 mm). Therefore, for large drill diameters, the shank should be prepared before creating the profile. This will eliminate beating, which is dangerous when processing wood. The easiest way to create a profile is by grinding. First you need to make a template, according to which you need to constantly check the status of the profile. To work, you will need a grinding machine (emery), a grinder or a cutting wheel mounted in the chuck of an electric drill.
To create replacement plates for the milling head, either ready-made samples are used, which are given the desired shape, or blanks made of high-quality metal. The profile is created by grinding on a machine at hand.
The final operation is backing. This is the process of setting a specific cutting edge angle to ensure that the back of the edge does not contact the workpiece.
Important! Backing is a rather labor-intensive process, but necessary; it is the only thing that gives the cutter the ability to work normally.
DIY metal cutter
Making cutters for metal at home is limited to regrinding existing tools, changing the profile or diameter of the cutting part. More active intervention will require the use of industrial equipment, as it will be necessary to perform complex procedures:
- Tempering of metal (a procedure reverse to hardening).
- Machining, including shaping, sharpening, backing).
- Hardening the cutter.
It is almost impossible to carry out these actions efficiently at home. In addition, work of this kind requires considerable professional training and experience, which not everyone has. Therefore, they are limited to only available procedures that involve minor intervention in the original state of the workpiece.
Making cutting tools at home requires the necessary equipment and suitable workpieces. In addition, you must have skills and experience, otherwise you can end up with a very dangerous product that can ruin the surface being processed and harm the craftsman himself. It is not recommended for an untrained person to carry out such work; it is better to seek help from a specialist.
Source: pro-instrument.com
How to make a router
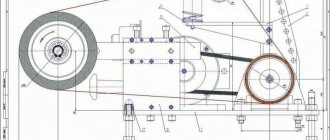
To make a portable milling machine for wood and plywood, you don’t need many spare parts and tools. We take our favorite grinder as a basis and assemble a mount for it with a sole. On this mount it moves vertically up and down, adjusting the immersion depth of the equipment.
Make the sole
The base for the homemade hand router is made from a sheet of iron about 5 mm thick to ensure the rigidity of the structure. Good metal is used to make an I-beam, so you can cut out the central part of it. Having cut a piece about 12*25 cm in size, we carefully sand it with a cord brush, holding it in a vice. Using a pre-made pattern, we mark the plate with chalk to obtain a symmetrical pattern.
Clamping it in a vice, we take aim and carefully cut out the metal with a cutting disc, without going beyond the marked contours of the figure. To complete the markings, a stripping disc is useful - it can easily cope with 5 mm metal. The result is a neatly cut part. It will be a reliable basis for our apparatus.
Make a mount for an angle grinder
Using a crown, you need to drill a hole with a diameter of 4 cm in the remaining part of the metal plate. This is done with a hammer drill in drilling mode. The metal is quite thick, so in order not to “seat” the crown, we periodically add coolant - a lubricating-cooling fluid. It is simply an emulsion of water and oil. We press the part with a clamp. We carry out the work on a wooden base. A minute of drilling and you have a thick washer with wide brims in your hands, and there is an even hole in the product.
Another pattern with a complex pattern. This is the base for attaching the angle grinder to our base. We cut off all the excess and you get a fancy detail. After processing with abrasive, it takes on finished features. We adjust the hole for the protruding fixed part of the grinder gear motor. This is now the base of the mount. We modify the spare part by cutting off unnecessary protruding protrusions.
Using a cutting machine, we cut 2 thin tubes 20*20 mm, 25-30 cm long, so that a chuck with a long cutter and sufficient distance to adjust the height of the tool will fit. The slides will be a pair of pipe sections 25*25 mm long, 3-5 cm long. A hole with a diameter of 10 mm should be drilled in them on one side and a nut of 8 mm should be welded. Now, when the bolt is tightened, the slide will be rigidly locked by a wing bolt with a guide pipe.
We assemble the main parts of the structure using tacks:
- 2 guides 20*20 mm;
- 2 slides 25*25 mm;
- design of fastening to the grinder gearbox.
Carefully scald the guide brackets, attaching them tightly to the sole of the unit. The main thing here is not to overheat the thin metal of the tube, otherwise it will move and the slide will not move freely along the guides.
Now we securely weld the angle grinder clamp to two sections of pipes used for vertical movement. But this clamp will begin to work fully only after the clamp is manufactured. We make it in the following way:
- We cut in the middle to form a 5 mm gap;
- We weld an elongated nut on one side of the formed arc, and a regular one on the other. We pre-drill the thin nut with a large drill to allow the bolt to move freely, holding the structure in a vice. Now the tightened bolt will securely fix the angle grinder to the protruding part of the gearbox in a vertical position. We have a tool movement unit ready.
DIY drill cutter
This video tutorial shows how to make a cutter from a drill, analyzes the differences between the two tools, and the advantages and disadvantages of each of them. The repeatability result of this DIY method is very good, but don’t expect any supernatural abilities from the resulting product; a carbide spiral cutter is still much better. Although, on the other hand, a drill costs 20 rubles. Eight milling cutter about one and a half thousand. So it's up to you. It’s up to the master to show how to do it easier.
You need to start with a marker. First of all, we will sharpen two identical spirals, and in order not to make a mistake, you need to mark one spiral with a marker. You need to understand what actions need to be performed and what result is needed. Let's consider what section is in the cut. They are made from a cylinder, they have identical recesses, which are provided by the presence of a cutting edge. The drill has a shelf next to it. This is the cylindrical part that is present in any such tool. Next comes the step and the cylindrical part.
By the way, watch the video about this master’s milling table.
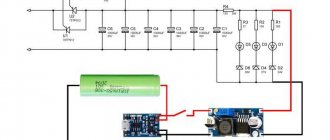
What is the backing for?
The air currents that pass through cool the cutter better. If we take a cylindrical hole in which rotation occurs, then air movement occurs here, the working surface is better cooled. Secondly, the cutting edge. Here nothing prevents cutting; we have only one point of contact. Vortex flows promote chip removal.
If we take a drill and grind along a spiral, in one pass we remove layers until we reach the desired profile. We remove in small strips and do the backing. It must necessarily be on one side and on the other.
Let's look at the machine. It is a household tool, but is very suitable for sharpening cutters. Here the drill has to be held at a certain angle and in this case nothing interferes with it. In other machines, this cheek is further away from the stone; there it is not possible to position it completely flat to the stone.
How spiral grooves are cut for backing
If we apply a drill, we will place it so that it touches this edge with two points. We can see at what point in the cut the stone touches. If we change the angle to a flatter one, the point of contact moves towards the cutting edge. You shouldn't approach her right away. You need to set the position of the drill as gently as possible. Also depending on the inclination. When positioned horizontally, the rear part is backed up.
Homemade metal cutter from a regular drill
Kích thước video:
Hiển thị các điều khiển trình phát
- Xuất bản 06 Th01, 2019
- In this video I will show you how to make a metal cutter from a metal drill with your own hands. All you need to do is sharpen the drill correctly. WorkShop is with you, from his workshop. On the channel you will see homemade products, repairs of this or that equipment, the creation of electric bicycles, and videos related to homemade electric transport. I'm on VK goo.gl/J9aq7Z Playlist with electric transport goo.gl/sFq4Pk Playlist with homemade products goo.gl/sFq4Pk Those who wish to donate to the development of projects goo.gl/amzXiK You can also leave a comment or question for the donation. In subsequent videos I will mention the names of those who donated and answer their questions in the video.
How to make a milling cutter from a drill
In this article we will talk about how to make a cutter from a twist drill, and also look at the structure of these cutting tools.
Sharpening a cutter in this way is not at all difficult, but the product you receive will not have very good qualities and high abilities. Undoubtedly, a spiral cutter made of carbide is much superior to its homemade counterpart. But in terms of price, the drill is, of course, almost a hundred times cheaper than a figure-eight cutter. So, if you are not satisfied with the high quality of your products, experts have already figured out how to resharpen a drill simply and quickly.
First, we must understand what we will do and what we can get in the end. Therefore, we will study the section of the drill in a cut. The cutting part of the drill is a cylinder-shaped rod with two spiral grooves. During the drilling process, chips fall along them from the hole being machined. Each groove on the protrusion has a cutting edge. The cutting part of the drill consists of the front and back surfaces, two cutting edges, sharpened along two surfaces in the shape of a cone, with a jumper at an angle of 55 degrees between them. During operation, all cutting tools, including drills, behave depending on the material from which they are made, heat treatment and the angles at which the cutting edges are sharpened.
Twist drills are widely used in industry. These drills have a diameter ranging from one tenth to eighty millimeters. The main parts of the drill are the working part, a conical or cylindrical shank (with its help the drill is secured in the spindle or in the chuck) and the legs, which act as a stop for removing the drill from the spindle.
Drills have different spiral angles. The less the drill spiral is twisted, the better the cutter will be. And sharpening such a drill is much easier. Plus, such cutters vibrate much less.
When examining the cross-section of the cutter, you will notice that the largest diameter is only at one point through which the cutting edge passes. At any other point in the section, its diameter is less than the original one.
Air flows passing through the backing grooves prevent the cutter from heating up. Looking at the cylindrical hole being processed, in which milling takes place, we notice the movement of air, which cools the cutting tool well. The cutting edge of the cutter touches the surface being processed at only one point, nothing interferes with the process. Air currents also help remove cut chips.
To begin work, we will need a marker for marking. Since we will be processing two identical spirals, we will paint over one of these spirals with a marker so as not to miss when sharpening.
Take a drill and grind it along a spiral turn, passing once. We cut off part of the metal until we finally get the profile we need. We grind with small ribbons, making backing. This operation must be carried out without fail on both one spiral and the second. A cutter with a back that is too flat will not show good cutting properties.
We will carry out the work on a household machine, which is perfect for turning our drill into a milling cutter. In the process of sharpening the drill, we will need to hold it at a certain angle. On this machine we can do this very easily, unlike other machines in which the jaw is located far from the circle. It will not be possible to place the drill on them at the desired angle to the disk.
Let's take a closer look at cutting spiral grooves in a backfill drill. When we install a drill for processing, we place it on the edge so that our future cutter touches two points. Then we will be able to observe at what point in the cut spiral the stone touches. When changing the angle to a more acute one, the point of contact will shift towards the cutting surface. We must not reach it without additional passages. It is necessary to position the drill at as sharp an angle as possible. When placed horizontally, the rear part will be backed up.
The sharpening process occurs according to the following scheme. Pressing our drill with our finger, we move it back and forth several times. Since the edge becomes very sharp when sharpening, you can damage your fingers. Therefore, prepare in advance. You can protect your hand from wounds by first wrapping several layers of adhesive tape around the finger with which you will hold the drill. A thimble or something similar is also suitable as a protection option.
At the very beginning, we painted one of the grooves with a marker, leaving the second white, unpainted. Why did we do this? In order to grind the spirals evenly and efficiently. We will sharpen the unpainted groove first. Then we will also process the groove marked with a black marker at the same angle. Metal will be removed more accurately from both faces. After this, we change the sharpening angle, and again we will sharpen the white groove, followed by the black one, without changing the angle.
When rotating the drill when sharpening it for a cutter, never try to grind the cutting surface from start to finish. It will not be possible to sharpen the entire cutting edge as expected. You don't need the entire work surface to work with. When sharpened, such a drill will become less durable, and the cutter you receive will not be hard enough. During operation, the cutter begins to dangle and whistle. A loose cutter grabs material during processing. The surfaces will be uneven, and in some places the material will be torn out.
That is, the resulting cutter can mill with an error of 0.5-1 mm, and the product will be imperfect or even defective. Therefore, do not try to process the drill as much as possible over its entire length. When sharpening, you will still have to cut off 2-2.5 cm of the length of the drill. But that's how it should be. Helpful tip: prepare a container of water to cool the drill, as it will get very hot.
DIY cutter: making homemade wood cutters
The question of how a wood cutter can be made with your own hands worries not only home craftsmen who do their own carpentry and modeling, but also professional finishers. And the main thing here is not only the desire to save money, but the fact that serial tools for woodworking, which today are easy to purchase in specialized stores or on construction markets, often do not have the required configuration of the working part. That is why specialists and home craftsmen who use such a tool have to modify its serial models or make it from scratch, using cylindrical steel blanks.
Homemade wood cutters
Homemade metal cutter from a regular drill
Oyunçu kontrollarını gostərin
Manufacturing technology and recommendations
A homemade cutter has limitations on the materials that can be processed with its help. Making cutters for your own needs, as a rule, involves working with soft grade steel. That is why such a homemade tool is capable of cutting wood quite effectively, but when processing harder materials it quickly becomes dull.
In order to make their own milling tools, craftsmen use scraps of steel rods or reinforcement. If reinforcement is used as a workpiece, its ribbed surface is leveled using a lathe.
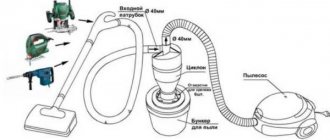
Scheme of a homemade cutter
The technology for making a homemade wood cutter from such a blank is as follows:
- On the part of the cylindrical workpiece where the cutting part of the homemade tool will be formed, half the diameter is cut off.
- A smooth transition is formed between parts of the workpiece with different diameters.
- Another quarter of the diameter is removed from the treated section of the workpiece; such a section of the workpiece is also connected with a smooth transition to the untreated part of the rod.
- The processed part of the workpiece is given a rectangular shape, for which its lower part is cut off. The thickness of the part of the workpiece on which the working part of the woodworking tool will be formed should be 2–5 mm.
To trim the rod, you can use a grinder and a drill, and the formation of the working part can be done on a sharpening machine
A homemade cutter can be used to process wood, but its internal angle must coincide with the center of rotation.
In order for a home-made wood cutter to be used for effective processing, the following recommendations must be followed when making it.
- The cutting edge must be sharpened at an angle of 7–10°. If you make it sharper, it will hold an edge poorly and have low cutting properties.
- To give the cutting part of the tool the required configuration, diamond-coated needle files or angle grinders with discs specially designed for metal work are used.
- If a homemade wood cutter must have a complex configuration, then it can be bent or flattened.
The cutting edge is polished with a diamond disc, then the surface is polished with sandpaper
With a small thickness of the cutting part, a hand-made milling tool has a fairly short working life. To slightly increase the service life of such a wood cutter, the corner on the bottom of the tool, located opposite its cutting edge, can be slightly rounded.
A homemade cutter cannot immediately cope with a large volume of wood removed from the surface of the workpiece, so processing is carried out in several passes.
Cone cutters
Wood cutters, the working part of which has a conical configuration, are used for processing surfaces of complex terrain. In particular, with the help of such cutters, finishing of grooves in elements of furniture structures is performed. To manufacture such wood cutters in production conditions, complex-shaped workpieces are used, which are problematic to process at home. Such a cutter can be made with your own hands from a drill, the working part of which is given the required configuration.
Due to the fact that a homemade wood cutter is used to process fairly soft material in several passes, there is no need to further strengthen the structure of the material from which such a tool is made.
Manufacturing options for cone cutters