What is arc welding?
An electric arc (other names: “arc discharge”, “voltaic arc”) is a stable discharge of electricity in gas (air). The voltage between the electrode and the workpiece is 15-20 V, the current density in the channel is 100-1000 A/mm2, the temperature is 6000-25000 K.
The large amount of heat released in the arc combustion zone and the high temperature exceeding the melting point of all known metals have led to the widespread use of arc welding.
The properties of a gas discharge depend on the parameters of the electrical circuit, the electrode material, the parts being connected, and the protective environment. To classify types of arc welding, several characteristics are used.
general information
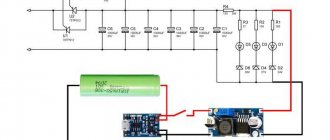
What is electric welding characterized by and how is it used in the technology of restoring parts by surfacing and welding? Below is a detailed diagram of the progress of work on this technology. The electric arc is the main element of the process.
It arises like this: to power it, you need a source that can generate high current values and at a sufficiently low voltage.
And at the same time, electrical voltage is sent to the electrode as well as to the metal to be welded. As a result, an electric arc occurs between the metal and the electrode.
In this method, the melting of metal and the subsequent formation of a seam occurs due to thermal energy, which is generated from an electric current. This property helps to achieve high temperatures during operation - up to a couple of thousand °C.
Thus, almost all known metals can be welded using this technology. That's why electric arc welding is called universal.
The principle of this technology is to melt the electrode together with the metal at high temperatures. And in the process a welding zone or pool appears.
All the main welding operations take place here: the electrode and metal interact with each other, welding slag appears, etc.
We have already noted above that welding of metal with an electric arc is carried out with the participation of rods (electrodes). There are electrodes that melt and do not melt. It is easy to understand that melting rods melt under the influence of temperature.
Accordingly, temperature does not have this effect on non-melting materials. Therefore, work with non-consumable electrodes should also be carried out with filler (welding) wire.
You can buy such wire in special spools with an already installed feeding mechanism. Or you can manually bring it into the weld pool. Wire is needed to form a high-quality seam.
There are also disadvantages to this method, and the most significant of them is unstable arc burning, so you need to pay special attention to its stabilization.
To facilitate the work, melting rods with a special composition were created (with the addition of, for example, potassium, sodium and other elements).
Such electrodes help the arc to ignite more easily and burn steadily. However, this will not help overcome another disadvantage of electric arc welding.
We are talking about oxidation of the weld metal. This process occurs due to the interaction of oxygen with the seam. Subsequently, the condition of the seam deteriorates - it becomes porous and unreliable, and soon cracks may even appear.
Types of Arc Welding
According to the method of action of the arc on the part, they are distinguished:
- Dependent welding - current passes through the product;
- Independent welding - no current passes through the workpiece, heating is carried out by the arc between the electrodes; It is possible to use both types of discharge at the same time.
According to the nature of the influence of the electrode, arc welding can be:
- Using consumable electrodes; the electrode material not only conducts current, but melts, mixes with the metal of the workpiece, and forms a weld;
- Using non-consumable electrodes; electrode material - refractory metal (tungsten), coal; the non-consumable electrode only maintains the arc.
During the welding process, atmospheric oxygen actively interacts with the heated metal. According to the method of protecting the welding zone, there are:
- Open arc - no protection;
- Closed - use flux (vitreous, powdery);
- Protected - the contact zone is surrounded by slag, flux, and inert gas.
Other characteristics are used in the classification: type of mechanization - manual, semi-automatic, automated welding; type of current - DC welding, AC welding, pulse welding.
In each type of welding, subtypes are distinguished depending on the materials used and the features of the technological process.
What else is important to know about electrodes?
Electric arc welding is one of the most common methods of joining parts. It is based on the use of an electric arc, which locally melts the product.
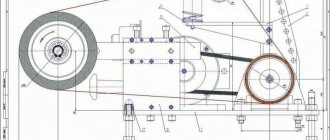
Scheme of surfacing with different types of electrodes.
This method requires a high-current power source with low voltage. The part to be welded and the rod are attached to the device. Due to the electric arc discharge, the edges melt, as a result of which parts of the structure can be connected.
It is worth noting that the arcing temperature can exceed five thousand degrees. This value is significantly higher than the melting point of any metal known to man.
As follows from the basic operating principle of this method, when the arc is ignited, all the moisture in the rod can boil. This will lead to the formation of defects in the weld pool, as well as damage to the coating. As a result, the electrode itself may fail or it will not be able to provide high quality seams.
In connection with the above, the shelf life of electrodes can be significantly increased if stored correctly. If moisture does get on the shell, they can be dried or calcined, but if the surface is crumbled, then it is better not to use them.
The shelf life will increase if the electrodes are stored in specialized equipment that isolates them from environmental influences.
Many people are interested in the question: how to choose an electrode for welding? The selection should be made in accordance with the materials to be welded. It is necessary that the core is similar in composition to the part.
At the same time, when planning welded structures, one cannot focus solely on the performance characteristics of the metal. It is also necessary to evaluate and check the welding properties of the material.
This will make it possible to determine the thermal conditions for connecting products, as well as evaluate the possibility of using welding.
The main factor influencing the formation of cracks in steels is their composition. However, there are other properties that you should pay attention to. The fact is that depending on the type of structure, the conditions of welding work can be different, even if we are talking about the same brand.
If you have to work with materials with special properties, when the connection must have the same characteristics as the base material, the rods are selected in a special way. They must ensure the same composition of the deposited metal as that of the welded metal.
Sometimes the electrode cannot provide the required concentration of alloying elements in the weld. In this case, filler material with the missing components is used.
The concentration in the wire is set separately, depending on the technical characteristics of the connection.
Electrode position during welding.
The properties of the seam must satisfy the relevant GOST. If dissimilar steels are to be welded, the electrode is selected depending on the operating conditions.
For example, it is advisable to use EA-type electrodes for forming seams that may be exposed to aggressive environments.
It is important that the composition of the connection in this case is close to the composition of the parts of the structure being welded, which has special properties and characteristics.
An important factor when choosing a material is the type of equipment. It can implement various types of design for bringing together rods, which may not satisfy every task.
In addition, it is necessary to pay attention to the characteristics and brand of the electrode. Each material has its own optimal rod.
Advantages of manual arc welding
The popularity of joining metal workpieces using electric welding is due to a number of factors. Among them:
- Simplicity of technology, accessibility in everyday conditions, minimal initial skills, concepts;
- Availability of simple, cheap machines for manual welding; they are lightweight, compact, reliable; provide current regulation, short circuit protection, ease of operation; comply with safety requirements;
- In most cases, there is no need to additionally surround the arc zone with inert gas or flux; this function is performed by coating the electrodes;
- Ability to work in domestic and field conditions: in the basement, workshop, outdoors, under the sun, in the wind;
- A wide range of welded metals: cast iron, steel (carbon, alloy), copper, aluminum alloys;
- The maximum thickness of workpieces is up to 30 mm.
Disadvantages of manual arc welding
Among the negative properties are the following:
- Constant stops during work due to the need to change the electrode; the appearance and quality of the seam deteriorate;
- Slag forms on the surface of the weld; the hardened crust must be removed, and sometimes the seam must be treated with an abrasive tool;
- There is an overuse of electrodes, since replacement is carried out with a remaining length of 5 cm;
- Low productivity, low efficiency;
- The quality of a manual weld is lower than the quality of an automatically produced weld; it greatly depends on the experience and qualifications of the welder;
- The use of a carbon electrode does not allow joining metals with a low melting point (tin, zinc, alloys based on them);
- Manual welding is not intended for joining metals containing active chemical additives (titanium, tantalum);
- The current passes along the entire length of the electrode; at high intensity (cutting with a thin electrode), it becomes hot, the coating cracks and collapses.
The nuances of using arc welding to join various metals
- Cast iron.
In this case, two types of welding are used:
- hot, which involves preheating the workpieces;
- cold, that is, without heating.
The first type is used in mechanical engineering. It is worth mentioning that it is usually divided into semi-hot and hot welding. Typically, cast iron elements are heated to +250...+650 °C, since when reaching +750 °C the metal begins to melt. This feature leads to the fact that arc welding is carried out exclusively at low currents. In addition, in this way it is possible to reduce the residual stress of the metal.
The use of too high a temperature is fraught with the formation of cracks in the structure of cast iron after sudden cooling. Therefore, finished products are cooled slowly, placed in sand or covered with heat insulators.
- Non-ferrous metals.
Copper, brass, bronze and aluminum have a high degree of fluidity in the molten state. In addition, gases, including oxygen, quickly dissolve in them, which leads to the oxidation of metals. For this reason, experts recommend abandoning the use of fusible electrodes during processing.
Non-ferrous metals have a large coefficient of linear thermal expansion, which is why the structure of product sections in the welding zone undergoes significant changes. Taking into account this feature of arc welding of non-ferrous metals, Komsomolets-100, MN-5 and OZB-1 electrodes are used to work with copper alloys. Or carbon electrodes, DC welding machines and straight polarity will do.
How to choose a welding machine
The choice of welding equipment is completely determined by the purposes and conditions of use. For household needs, the manufacture of simple structures, and the repair of agricultural machinery, an inexpensive device of medium power is quite sufficient.
Lightweight, efficient inverters have replaced bulky, heavy welding transformers.
When choosing a specific model, pay attention to the following characteristics:
- Device power; the maximum value is not of great importance, since the thickness of the workpieces does not exceed 5 mm; the lower limit should be as small as possible; it allows you to weld very thin sheet metal;
- In terms of functionality, semi-automatic devices and two-in-one devices are approximately the same;
- It is better to choose a model from a well-known brand; the product is more expensive, but it is more reliable and of better quality; well-known manufacturers provide maintenance and repairs;
- The quality of the connection depends on the experience and skill of the welder, and not on the cost of the equipment; You definitely shouldn’t buy the most expensive device.
Electrode marking
The quality of welds and the strength of the connection are decisively influenced by the correct selection of electrodes. The manufacturer indicates the description, characteristics, and markings on the packaging. From the information posted, you can find out what metals are connected with these electrodes, the preferred spatial arrangement, the diameter of the rods, and the composition of the coating.
The marking is located after the name, brand in the form of a sequence of letters and numbers. The first letter indicates the purpose of the electrodes:
- U - for connecting parts made of medium-carbon steel with a low content of alloying additives;
- T - for welding heat-resistant alloy steel;
- N - for surfacing;
- A - for welding plastic metal compositions.
The second letter indicates the thickness of the coating: M - thin layer, C - medium layer thickness, D - thick layer, G - very thick coating. The third letter is the rod type; For consumable electrodes, use the letter E.
The numbers after the first three letters indicate the mechanical properties of the connection: tensile strength under tensile load, relative elongation. They are important for specialists performing critical connections.
The properties of the coating are indicated by the following letters:
- A - acid coating;
- B - basic (alkaline) coating (UONI-13/45);
- C—cellulose coating layer;
- R - rutile (ANO-4).
The last digits of the marking indicate the preferred spatial position of the electrodes during the welding process and the characteristics of the welding current.
Purpose of the electrode
Table of types of electrodes for welding.
By purpose, electrodes are divided into:
- working with steels with high levels of alloying elements;
- with an average content of alloying elements;
- welding of structural steels;
- ductile metals;
- surfacing;
- heat-resistant steels.
Thus, it is possible to select electrodes for each specific task.
Special attention should be paid to the protective coating. Coating of electrodes is an important component that has special requirements. In addition, it is characterized by a certain composition.
They are a rod covered with a special shell. The power depends on what diameter it has.
The most popular are UOSI electrodes. There are several brands of this material and all of them are used for manual welding.
UONI 13-45 allows you to obtain seams of acceptable viscosity and ductility. They are used for welding during casting and forging. These rods contain nickel and molybdenum.
UONI 13-65 are suitable for work on structures with increased requirements. They can make connections in any position. The diameter varies from two to five millimeters; the larger it is, the greater the welding current.
In most characteristics, these rods are similar to each other. They can function at low temperatures, while providing a reliable tight seam with high mechanical parameters.
In addition, the compounds obtained with their help are characterized by high impact strength and cracks do not form in them. All this makes them the most promising for working with critical structures that are subject to stringent requirements.
In addition, these structures are resistant to temperature changes, vibrations and loads. An important feature of rods of this type is significant resistance to moisture and the possibility of long-term calcination.
Types of coating
Electrode coatings include the following components:
- deoxidizers;
- components for stable arc burning;
- elements that provide plasticity, such as kaolin or mica;
- aluminum, silicon;
- binders.
All coated electrodes for spot or manual welding are subject to a number of requirements:
- high efficiency;
- the ability to obtain results with the required composition;
- minor toxicity;
- reliable seam;
- stable arc burning;
- coating strength.
Types of electrode coating.
The following types of electrode coatings are distinguished:
- cellulose;
- sour;
- rutile;
- basic.
The first type allows you to perform work in all spatial positions with direct and alternating current. They are most widely used in installation. They are characterized by significant losses due to splashing and do not allow overheating.
Rutile and sour allow you to cook in all positions except vertical, with direct and alternating current. The second type of coating is not suitable for working with steels with high sulfur and carbon content.
The base coating is applicable for forming thick metal joints using direct current of reverse polarity. It also does not allow working in a vertical position from top to bottom.
The types of shells listed above imply the use of only one specific type of coating. However, combinations of several options are possible. Combinations can consist of several types depending on the problem being solved.
Combined shells belong to a separate class and are not classified among the main four types.
There is also a classification depending on the thickness of the coating.
Each thickness is assigned a separate letter designation:
- thin - M;
- medium thickness - C;
- thick - D;
- especially thick G.
Of course, the rods are selected in accordance with the goals set. The right choice guarantees high quality of work performed.
https://youtu.be/AvCg7p3no98
Electrode brands
Decoding the electrode markings.
There are different brands of electrodes designed to solve specific problems. They are characterized by certain properties, which allows you to select the most suitable material.
Grade OK-92.35 is characterized by an elongation of sixteen percent and a yield and strength strength of 514 MPa and 250 HB, respectively. The yield strength of OK-92.86 is 409 MPa.
Electrode grades for manual welding OK-92.05 and OK-92.26 have a relative elongation of 29% and 39%, and a yield strength of 319 and 419 MPa, respectively.
The yield strength of OK-92.58 is 374 MPa.
All of the above electrodes are used for manual arc welding on cast iron. Depending on what metal is to be worked with, a special type of rod is also selected. For example, for copper - ANTs/OZM2, pure nickel - OZL-32, aluminum - OZA1, monel - V56U, silumin - OZANA2, etc.
All electrodes must comply with GOST standards. This will determine the quality and reliability of the work performed.
In addition, the welder also needs to control the quality of the parts being welded. Depending on the material, operating conditions, position of the seam and other factors, select the appropriate electrode that will ensure the best quality of connection.