Что такое дуговая сварка?
Электрическая дуга (другие названия — «дуговой разряд», «вольтова дуга») — устойчивый разряд электричества в газе (воздухе). Напряжение между электродом и заготовкой — 15-20 В, плотность тока в канале — 100-1000 А/мм2, температура — 6000-25000 К.
Большое количество теплоты, выделяющейся в зоне горения дуги, высокая температура, превышающая точку плавления всех известных металлов, обусловили широкое распространение дуговой сварки.
Свойства газового разряда зависят от параметров электрической цепи, материала электрода, соединяемых деталей, защитной среды. Для классификации видов дуговой сварки используют несколько признаков.
Общая информация
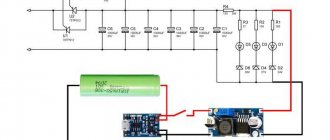
Чем характеризуется электросварка и как она используется в технологии восстановления деталей наплавкой и сваркой? Ниже представлена детальная схема хода работы по этой технологии. Электрическая дуга – это основной элемент процесса.
Возникает она так: для ее питания нужен источник, который может генерировать ток больших значений и при достаточно низком напряжении.
И в одно и то же время электрическое напряжение направляется на электрод, а также на металл, который нужно сварить. Как следствие, возникает электрическая дуга между металлом и электродом.
В этом методе плавка металла и последующее образование шва происходит благодаря тепловой энергии, которая образуется из электрического тока. Такое свойство помогает достичь при работе высоких температур – до пары тысяч °C.
Таким образом, почти все известные металлы можно сварить за этой технологией. Поэтому электрическая дуговая сварка и называется универсальной.
Принцип такой технологии состоит в плавлении электрода вместе с металлом при больших температурах. И в процессе возникает сварочная зона либо ванна.
Тут происходят все главные операции при сварке: электрод и металл вступают во взаимодействие друг с другом, появляется сварочный шлак и т.д.
Выше мы уже отметили, что сварка металла электрической дугой производится при участии стержней (электродов). Существуют электроды, которые плавятся и не плавятся. Легко понять, что плавящиеся стержни под влиянием температуры расплавляются.
Соответственно, на неплавящиеся температура так не действует. Поэтому работы с неплавящимися электродами следует проводить также с присадочной (сварочной) проволокой.
Купить такую проволоку можно в специальных катушках с уже установленным подающим механизмом. Либо вы можете вручную подводить ее в сварочную ванну. Проволока нужна для того, чтобы образовался качественный шов.
Есть и недостатки у этого способа, и самым значительным из них можно назвать неустойчивое горение дуги, поэтому нужно уделять ее стабилизации особое внимание.
Для облегчения работы создали плавящиеся стержни со специальным составом (с добавлением, например, калия, натрия и других элементов).
Такие электроды помогают дуге легче зажечься и устойчиво гореть. Однако это не поможет одолеть другой минус сварки электрической дугой.
Речь идет об окислении металла шва. Этот процесс происходит из-за взаимодействия кислорода со швом. Впоследствии состояние шва ухудшается – он стает пористым и ненадежным, а в скором времени могут даже появиться трещины.
Типы дуговой сварки
По способу действия дуги на деталь различают:
- Зависимую сварку — ток проходит через изделие;
- Независимую сварку — ток через заготовку не проходит, нагрев осуществляется за счет дуги между электродами; возможно одновременное использование разряда обоих видов.
По характеру влияния электрода дуговая сварка бывает:
- С использованием плавящихся электродов; материал электрода не только проводит ток, а плавится, смешивается с металлом заготовок, образует сварной шов;
- С использованием неплавящихся электродов; материал электродов — тугоплавкий металл (вольфрам), уголь; неплавящийся электрод только поддерживает дугу.
В процессе сварки кислород воздуха активно взаимодействует с нагретым металлом. По способу защиты сварочной зоны различают:
- Открытую дугу — защита отсутствует;
- Закрытую — используют флюс (стекловидный, порошкообразный);
- Защищенную — зона контакта окружена шлаком, флюсом, инертным газом.
В классификации используют другие признаки: вид механизации — ручная, полуавтоматическая, автоматизированная сварка; вид тока — сварка постоянным током, переменным током, импульсная сварка.
В каждом виде сварке выделяют подвиды в зависимости от применяемых материалов, особенностей технологического процесса.
Что еще важно знать об электродах?
Электрическая дуговая сварка – один из наиболее распространенных способов соединения деталей. Она основана на применении электрической дуги, которая локально расплавляет изделие.
Схема наплавки различными видами электродов.
Подобный способ требует сильноточного источника питания с маленьким напряжением. К устройству присоединяется свариваемая деталь и стержень. За счет электродугового разряда происходит расплавление кромок, в результате чего части конструкции можно соединить.
Стоит отметить, что температура горения дуги может превышать пять тысяч градусов. Это значение существенно выше температуры плавления любого известного человеку металла.
Как следует из основ принципа работы данного метода, когда зажигается дуга, вся влага, находящаяся в стержне, может вскипеть. Это приведет к формированию дефектов в сварочной ванне, а также к порче покрытия. В результате сам электрод может выйти из строя или же он не способен будет обеспечить высокое качество шва.
В связи с вышесказанным, срок годности электродов может быть существенно увеличен в случае правильного хранения. Если же влага все-таки попала на оболочку, их можно просушить или прокалить, но если поверхность обсыпалась, то их лучше не использовать.
Срок хранения повысится, если хранить электроды в специализированном оборудовании, изолирующем их от воздействия окружающей среды.
Многих интересует вопрос: как выбрать электрод для сварки? Подбор должен осуществляться в соответствии с материалами, которые предстоит сваривать. Необходимо, чтобы сердечник по составу был схож с деталью.
В то же время, при планировании сварных конструкций, ориентироваться исключительно на эксплуатационные характеристики металла нельзя. Необходимо также оценить и проверить сварочные свойства материала.
Это позволит определить термические условия соединения изделий, а также оценить возможность применения сварки.
Основным фактором, влияющим на формирование трещин в сталях, является их состав. Однако есть и другие свойства, на которые следует обратить внимание. Дело в том, что в зависимости от вида конструкции, условия сварочных работ могут быть различными, даже если речь идет про одну и ту же марку.
Если предстоит работать с материалами с особыми свойствами, когда соединение должно иметь такие же характеристики, как и основной материал, стержни выбирают особым образом. Они должны обеспечивать такой же состав наплавленного металла, как и свариваемый.
Иногда электрод не может обеспечить необходимую концентрацию легирующих элементов в шве. В таком случае используют присадочный материал с недостающими компонентами.
Концентрация в проволоке устанавливается отдельно, в зависимости от технических характеристик, предъявляемых к соединению.
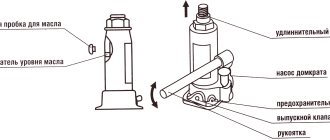
Положение электрода при сварке.
Свойства шва должны удовлетворять соответствующему ГОСТУ. Если предстоит сваривать разнородные стали, то электрод выбирается в зависимости от условий работы.
Например, электроды типа ЭА целесообразно использовать для формирования швов, которые могут подвергаться воздействию агрессивных сред.
Важно, чтобы состав соединения в таком случае был близок к составу свариваемых частей конструкции, обладающей специальными свойствами и характеристиками.
Немаловажным фактором при выборе материала является вид оборудования. В нем могут реализовываться различные типы конструкции сведения стержней, что может удовлетворить не каждой задаче.
Кроме того, необходимо обращать внимание на характеристики и марку электрода. Для каждого материала существует свой наиболее оптимальный стержень.
Преимущества ручной дуговой сварки
Популярность соединения металлических заготовок с помощью электросварки обусловлена рядом факторов. Среди них:
- Простота технологии, доступность в бытовых условиях, минимальные начальные навыки, понятия;
- Наличие несложных, дешевых аппаратов для ручной сварки; они имеют небольшую массу, компактные, надежные; обеспечивают регулировку тока, защиту от короткого замыкания, удобство работы; соответствуют требованиям техники безопасности;
- В большинстве случаев нет необходимости дополнительно окружать зону дуги инертным газом, флюсом; эту функцию выполняет обмазка электродов;
- Возможность работы в бытовых, полевых условиях: в подвале, цеху, на улице, под солнцем, на ветру;
- Широкий круг свариваемых металлов: чугун, сталь (углеродистая, легированная), медь, сплавы алюминия;
- Максимальная толщина заготовок — до 30 мм.
Недостатки ручной дуговой сварки
Среди отрицательных свойств следующие:
- Постоянные остановки в процессе работы из-за необходимости менять электрод; ухудшается внешний вид, качество шва;
- На поверхности шва образуется шлак; застывшую корку необходимо удалять, иногда — обработать шов абразивным инструментом;
- Наблюдается перерасход электродов, так как замену производят при остаточной длине 5 см;
- Низкая производительность, невысокий КПД;
- Качество ручного сварного шва ниже качества шва, произведенного автоматически; оно сильно зависит от опыта, квалификации сварщика;
- Использование угольного электрода не позволяет соединять металлы с низкой температурой плавления (олово, цинк, сплавы на их основе);
- Ручная сварка не предназначена для соединения металлов, содержащих активные химические добавки (титан, тантал);
- Ток проходит по всей длине электрода; при большой интенсивности (резка тонким электродом) он раскаляется, обмазка трескается, разрушается.
Нюансы использования дуговой сварки для соединения различных металлов
- Чугун.
В данном случае используют два вида сварки:
- горячий, который предполагает предварительный подогрев заготовок;
- холодный, то есть без подогрева.
Первый тип используют в машиностроении. Стоит оговориться, что его принято разделять на полугорячую и горячую сварку. Обычно чугунные элементы подогревают до +250…+650 °C, так как при достижении +750 °С металл начинает плавиться. Эта особенность приводит к тому, что дуговую сварку осуществляют исключительно на малых токах. Кроме того, таким образом удается снизить остаточное напряжение металла.
Применение слишком высокой температуры чревато формированием трещин в структуре чугуна после резкого охлаждения. Поэтому готовые изделия охлаждают медленно, поместив в песок или накрыв теплоизоляторами.
- Цветные металлы.
Медь, латунь, бронза и алюминий отличаются высокой степенью текучести в расплавленном состоянии. Кроме того, в них быстро растворяются газы, в том числе кислород, что приводит к окислению металлов. По этой причине специалисты рекомендуют отказаться от использования плавких электродов в процессе их обработки.
Цветные металлы имеют большой коэффициент температурного линейного расширения, из-за чего структура участков изделий в зоне сварки претерпевает значительные изменения. Учитывая данную особенность дуговой сварки цветных металлов, для работы с медными сплавами используют электроды «Комсомолец-100», МН-5 и ОЗБ-1. Либо подойдут угольные электроды, сварочные аппараты постоянного тока и прямая полярность.
Как выбрать сварочный аппарат
Выбор сварочного оборудования полностью определяется целями, условиями использования. Для бытовых нужд, изготовления несложных конструкций, ремонта сельскохозяйственной техники вполне достаточно недорогого аппарата средней мощности.
Легкие, производительные инверторы вытеснили громоздкие, тяжелые сварочные трансформаторы.
При выборе конкретной модели обращают внимание на следующие характеристики:
- Мощность прибора; максимальная величина не имеет большого значения, так как толщина заготовок неи превышает 5 мм; нижний предел должен быть как можно меньше; он позволяет сваривать очень тонкую жесть;
- По функциональным возможностям полуавтоматы, аппараты два в одном примерно одинаковы;
- Лучше выбрать модель известного бренда; изделие стоит дороже, но оно надежнее, качественнее; известные производители обеспечивают обслуживание, ремонт;
- Качество соединения зависит от опыта, умения сварщика, а не от стоимости оборудования; покупать самый дорогой аппарат точно не следует.
Маркировка электродов
На качество сварных швов, прочность соединения решающим образом влияет правильный подбор электродов. Описание, характеристики, маркировку производитель указывает на упаковке. Из размещенной информации можно узнать, какие металлы соединяют данными электродами, предпочтительное пространственное расположение, диаметр стержней, состав обмазки.
Маркировка располагается после названия, марки в виде последовательности букв, цифр. Первая буква указывает на назначение электродов:
- У — для соединения деталей из среднеуглеродистой стали с низким содержанием легирующих добавок;
- Т — для сварки теплоустойчивой легированной стали;
- Н — для наплавки;
- А — для сварки пластических металлических составов.
Вторая буква указывает на толщину покрытия: М — тонкий слой, С — толщина слоя средняя, Д — толстый слой, Г — очень толстое покрытие. Третья буква — тип стержня; для плавящихся электродов используют букву Е.
Цифры после первых трех букв указывают на механические свойства соединения: предел прочности под нагрузкой растяжением, относительное удлинение. Они важны для специалистов, выполняющих ответственные соединения.
На свойства обмазки указывают следующие буквы:
- А — кислое покрытие;
- Б — основное (щелочное) покрытие (УОНИ-13/45);
- Ц — целлюлозный слой покрытия;
- Р — рутиловое (АНО-4).
Последние цифры маркировки указывают на предпочтительное пространственное положение электродов в процессе сварки, характеристики сварочного тока.
Назначение электрода
Таблица видов электродов для сварки.
По назначению электроды разделяют для:
- работы со сталями с высоким уровнем легирующих элементов;
- со средним содержанием легирующих элементов;
- сварки конструкционных сталей;
- пластичных металлов;
- наплавления;
- теплоустойчивых сталей.
Таким образом, можно подобрать электроды для каждой конкретной задачи.
Отдельное внимание следует обратить на защитное покрытие. Обмазка электродов – важная составляющая, к которой предъявляются особые требования. Кроме того для нее характерен определенный состав.
Они представляют собой стержень, покрытый особой оболочкой. Мощность зависит от того, какой у него диаметр.
Наиболее популярными являются электроды УОНИ. Существует несколько марок данного материала и все они используются для ручного сваривания.
УОНИ 13-45 позволяют получать швы приемлемой вязкости и пластичности. Они применяются для сварки при литье и поковки. В составе таких стержней содержится никель и молибден.
УОНИ 13-65 подходят для работы на конструкциях с повышенными требованиями. Они могут осуществлять соединения в любых положениях. Диаметр варьируется от двух до пяти миллиметров, чем он больше, тем больше сварочный ток.
В большинстве характеристик данные стрежни схожи между собой. Могут функционировать при пониженных температурах, при этом обеспечивают надежный плотный шов с высокими механическими параметрами.
Кроме того соединения, полученные с их помощью, характеризуются высокой ударной вязкостью и в них не формируются трещины. Все это делает их наиболее перспективными в работе с ответственными конструкциями, к которым предъявляются жесткие требования.
Помимо этого данные конструкции оказываются устойчивыми к перепадам температур, вибрациям и нагрузкам. Важной особенностью стержней данного типа является существенная стойкость к действию влаги и возможность длительного прокаливания.
Виды покрытия
Покрытия электродов включают следующие составляющие:
- раскисляющие вещества;
- компоненты для стабильного горения дуги;
- элементы, обеспечивающие пластичность, такие как каолин или слюда;
- алюминий, кремний;
- связующие вещества.
Ко всем электродам для точечных или ручных сварочных работ с покрытием предъявляют ряд требований:
- высокая эффективность;
- возможность получение результата с необходимым составом;
- незначительная токсичность;
- надежный шов;
- стабильное горение дуги;
- прочность покрытия.
Виды покрытия электродов.
Выделяют следующие виды покрытий электродов:
- целлюлозное;
- кислое;
- рутиловое;
- основное.
Первый тип позволяет выполнять работу во всех пространственных положениях постоянным и переменным током. Они наиболее широко применяются в монтаже. Характеризуются существенными потерями на разбрызгивание и не допускают перегрева.
Рутиловое и кислое позволяют варить во всех положениях, кроме вертикального, постоянным и переменным током. Второй тип покрытия не целесообразен для работы со сталями с высоким содержанием серы и углерода.
Основное покрытие применимо для формирования соединений металла большой толщины постоянным током обратной полярности. Также не позволяет работать в вертикальном положении сверху-вниз.
Перечисленные выше типы оболочек подразумевают использование только одного конкретного вида покрытия. Однако возможны сочетания нескольких вариантов. Комбинации могут складываться из нескольких типов в зависимости от решаемой задачи.
Комбинированные оболочки относятся к отдельному классу и их не причисляют к основным четырем видам.
Существует также классификация в зависимости от толщины покрытия.
Каждой толщине присваивается отдельное буквенное обозначение:
- тонкие – М;
- средней толщины – С;
- толстые – Д;
- особо толстые Г.
Конечно же, стержни выбираются в соответствии с поставленными целями. Правильный выбор гарантирует высокое качество выполняемой работы.
https://youtu.be/AvCg7p3no98
Марки электродов
Расшифровка маркировки электрода.
Существуют различные марки электродов, предназначенные для решения определенных задач. Они характеризуются определенными свойствами, что позволяет подобрать наиболее подходящий материал.
Марка ОК-92.35 характеризуется удлинением в шестнадцать процентов и пределом текучести и прочности в 514 МПа и 250 НВ соответственно. Предел текучести ОК-92.86 составляет 409 МПа.
Марки электродов для ручной сварки Ок-92.05 и ОК-92.26 обладают относительным удлинением в 29% и 39%, а пределом текучести – 319 и 419 МПа соответственно.
Предел текучести ОК-92.58 составляет 374 МПа.
Все вышеперечисленные электроды используются для ручной дуговой сварки по чугуну. В зависимости от того, с каким металлом предстоит работать, выбирают также специальный тип стержня. Например, для меди – АНЦ/ОЗМ2, чистого никеля – ОЗЛ-32, алюминия – ОЗА1, монеля – В56У, силумина – ОЗАНА2 и т.д.
Все электроды должны соответствовать нормам ГОСТ. Этим будет определяться качество и надежность выполняемых работ.
Кроме того, сварщику необходимо также контролировать качество свариваемых деталей. В зависимости от материала, условий работы, положения шва и других факторов, выбирают соответствующий электрод, который обеспечит наилучшее качество соединения.