Characteristics
The semi-automatic torch included in the kit is, in fact, a functional product with a complex design, designed to produce high-quality seam joints under gas protection.
Such equipment belongs to the consumable class, since many parts in the design have a short service life - with careful operation, the average service life does not exceed 6 months. The main differences are that the product has an individual cooling system, as well as a channel for feeding filler wire .
With the help of such a torch, the performer can weld metals in hard-to-reach places. Torch tips are made from metals or materials such as copper, tungsten or bronze, an alloy of copper and graphite.
Classification of welding torches
Welding torches are classified according to several criteria:
a) according to the method of supplying oxygen and combustible gas for gas welding, injection and non-injector gas burners are distinguished;
b) according to the type of flammable substance, burners are divided into gas (in which flammable gas is supplied) and liquid (in which gasoline or kerosene is sprayed);
c) depending on their purpose, burners can be universal or specialized;
d) depending on the number of gas flame flows, heating pads are divided into single-flame and multi-flame;
e) according to the method of use, burners are divided into manual and machine;
e) in terms of power, burners are of low power (with an acetylene flow rate of 25-400 l/h), medium power (with an acetylene flow rate of 400-2800 l/h) and high power (with a gas flow rate of 2800-7000 l/h).
Classification and scope of application of torches for oxy-acetylene welding
According to GOST 1077, single-flame universal gas torches for oxy-acetylene welding are divided into four types: G1 (micro-power), G2 (low power), G3 (medium power), and G4 (high-power burners).
Low and medium power burners are most widely used. Low-power torches are used when welding thin metal, 0.2-07 mm thick. They come with four tips of different sizes.
Medium power torches are used for manual gas welding, for welding cast iron, welding non-ferrous metals and alloys, or for surfacing, soldering and preheating metals. The medium power burners come complete with a barrel and seven interchangeable nozzles of various sizes. The attachments are attached and fixed to the barrel using a union nut.
Principle of operation
It consists of the following points:
- The product is brought to the part at a distance sufficient to excite the welding arc.
- Seconds before ignition, protective gas is supplied.
- Electric current is supplied to a special tip and the workpiece.
- The temperature of the arc melts the wire and, under a cloud of shielding gas, enters the weld pool.
- The performer moves the torch with smooth movements, forming a welding seam.
- The gas prevents air molecules from oxidizing the seam joint.
- During operation, product parts are exposed to high temperatures.
As we can see from the last point, the nozzle, electrode holder or gas divider and conductive tip are subject to severe wear .
Rules for working with a semi-automatic machine
We list a number of requirements, or rather rules, that should not be neglected when using an automatic welding machine:
- Before starting to operate the semi-automatic welding machine, you should carefully study the operating instructions;
- when welding, you need to ensure strict polarity - “plus” should be on the torch, and “minus” should be on the part being welded;
- To avoid unpleasant situations associated with human injury, when threading wire into the torch, you should not point the nozzle at yourself or other people. Here you need to be very careful, because the end of the wire can pierce your palm or other part of the body;
- It is strictly forbidden to move the semiautomatic device during operation by pulling it by the burner or cable; there are handles for this;
- in order not to damage the eyes and other parts of the face, you should work with a semi-automatic welding machine only in a special protective mask that has a light filter, the marking of which must correspond to the current range used in welding, and for additional protection you should use glasses with glass lenses, since glass does not transmit ultraviolet radiation;
- for long and trouble-free operation of the device, it is necessary to clean all its insides from dirt and dust twice a year;
- if, during an external inspection of the device, damage was discovered in the cable or burner sleeve, they must be immediately eliminated using insulating tape or heat-shrink tubing, and it is better to replace worn parts with new ones;
- the shape of the groove must clearly correspond to the electrode material: V-shaped smooth is used for solid steel wire, V-shaped with notches for flux-cored wire, U-shaped for alloys and soft metals;
- during operation, it is prohibited to touch the live parts of the semi-automatic welding machine, as well as to work with its covers removed;
- the room in which welding is performed must be well ventilated, since aerosols released during work are extremely harmful;
- Fire safety rules should be strictly observed;
- We must not forget that during welding the welding seam heats up to very high temperatures, so it is strictly forbidden to touch these places;
- It’s no secret that a semi-automatic machine, like any welding machine, is a source of electromagnetic radiation, which has an extremely harmful effect on human health. Not all people can work in such conditions, so you must first undergo a medical examination;
- It is strictly forbidden to weld vessels and pipelines together with liquids, as well as vessels in which flammable and flammable liquids were previously stored;
- do not overload the semi-automatic machine, work only under the conditions specified in the operating instructions, since this, firstly, is dangerous to the health of the operator, and, secondly, reduces the service life of the semi-automatic machine itself;
- since a person is a carrier of static electricity, touching the elements of the electronic board is strictly prohibited, in this case they may breakdown;
- The lid of the feed mechanism niche must be tightly and securely closed during operation so as not to become a source of injury to the operator;
- welding should not be performed in a continuous mode, it should be alternated with regulated breaks, the duration of which and the intervals between them should be selected in accordance with the manufacturers' recommendations;
- while operating the semi-automatic welding machine, it is strictly forbidden to switch the stages of the transformer installed on the welding power source;
- all welding work should be performed only in clothing specially designed for this purpose, in addition, clothing must be completely dry in order to protect yourself from possible electric shock;
- The flow rate of the shielding gas, which can be argon, helium, carbon dioxide or mixtures thereof, must be calculated optimally, since it forms a protective environment in the arc zone; in addition, the gas must be selected in accordance with the type of material being welded, as well as its thickness. The cylinder must be secured horizontally and securely enough.
Design nuances
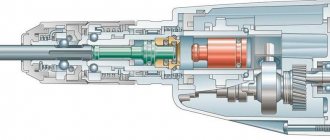
A torch for semi-automatic welding is supplied complete with the unit and is used to supply solder and a protective cloud of gas into the weld pool.
The equipment is as follows: a hollow handle, an insulating sleeve and washer, a wire holder, a conductive tip, a nozzle with a divider. The tip and nozzle, which are consumable parts, are subject to heavy loads and must be replaced frequently due to exposure to high temperatures.
Main product parameters
The MIG/MAG welding torch for semi-automatic equipment is produced by different manufacturers, but all the main characteristics are almost identical:
- applied current load;
- hose length;
- cooling option - using air or water;
- control - using buttons, valves or a universal option;
- Connection method: plug-in or European type.
The use of a plug increases the diameter of the sleeve, because each source is connected separately. Euro connectors are used only on expensive professional equipment, when all channels are combined in one housing. Experienced welders select torches based on the current value , since work is not carried out in a constant mode, but with stops to cool down expensive equipment.
When developing burners, manufacturers calculate the durability of the product based on stable operation for 10 minutes, but in practice this is not done. If the unit indicates a maximum current of 400A, then the ideal use case would be a burner rated at 300A.
Gas or water cooled?
Another key question is which cooling to choose - air or water? It's a bit like buying a motorcycle - air-cooled one or two cylinder or water cooled four cylinder? The fact is that water-cooled systems are often more durable. Any welder who has used a water-cooled welding system will tell you how much more convenient it was to weld with a water-cooled welding torch and how easy it was to handle. Additionally, water-cooled systems not only last longer, but also provide more power. Air-cooled welding torches are not suitable for high currents and long-term operation, while water-cooled torches continue to perform well at currents well above 200 A.
Naturally, the advantages of water cooling come at a price and the cost of water-cooled burners is on average 20-30% higher. There is also the added cost of installing the water cooling system itself. Replacing welding torch wear parts will be part of the ongoing operating costs, so cost is an important factor when choosing between gas or water cooling.
Inverter components
The inverter burner is not much different from other similar products, providing a direct current connection of any polarity. When choosing, you need to pay attention to the duration of continuous operation at currents of straight polarity . For example, the SRT-26V brand torch is designed for argon arc welding and is suitable for joining different types of steel.
It is used for welding pipelines and when it is necessary to obtain a beautiful appearance of the seam joint. In this case, the burner is connected to the minus on the inverter, and the supply hose is connected to the gas cylinder reducer. The supply of shielding gas is regulated by a valve on the product holder.
Yu. N. Tolstykh, education: college, welder training, specialty: fifth-class welder, work experience: since 2002: “Operations with such torches when welding ferrous metals must be carried out in direct current mode and with direct connection, the exception is work with non-ferrous metals, such as aluminum or magnesium.”
The best torches for semi-automatic welding machines
If you have a semi-automatic machine that does not have a seamless connection of the cable duct to the body, then such a burner can be replaced with a more convenient one. To purchase, look for a product with a EURO plug designation. It is universal and fits any device with the same connector. It is not necessary to buy equipment of the same brand as your semi-automatic machine.
Burners 150-180 A
If a semi-automatic welding machine is used to join metal with a thickness of 0.8-7.0 mm, then a torch designed for a current of 150-180 amperes is sufficient.
MIG-150 BRIMA
Semi-automatic burner from a German manufacturer. Equipped with an ergonomic handle with several cutouts that fit well into the welder’s palm. The cable channel can accept wire from 0.6 to 1.0 mm. The length of the sleeve is 3 m, which is enough for a stationary welding station in the workshop. If you cook at a current of 150 A, then the on-time will be 60%. The Euro connector is equipped with a protruding relief, which facilitates connection to the welding machine. The accessory is cooled by air from the outside and gas from the inside.
The torch is notable for its elongated nozzle, which is suitable for welding with direct and reverse polarity (it heats up less). The angle of inclination of the gander is also minimal, which allows it to be inserted into pipes and welding in hard-to-reach places.
Foxweld 6068 MIG-15
This is a burner from an Italian manufacturer. It is suitable for semi-automatic welding in both shielding and active gas environments. Air cooling is implemented. The maximum current is 180 A. In this case, the duty cycle will be 40%. The accessory is compatible with wire 0.6-1.0 mm in diameter. But the burner with the cable channel weighs 2.4 kg, so at a height you will have to hold it with your second hand so as not to pull it away.
The model is notable for its sleeve length of 5 m. This is beneficial when working with large structures - you will need to move the device itself less often. Increased mobility of the welder allows you to quickly move from one product to another and even work alternately on two welding tables.
AURORA 12017 PRO MIG 15 AIR COOL
This burner has a wide rubber pad on top that prevents it from slipping out of your hands. The trigger location is separated so that other fingers do not move there. The hose package is thinner than other manufacturers and lighter. The channel length is 3 m, and the maximum current is allowed up to 180 A.
Judging by the reviews of welders, this model is quite comfortable to hold and work for 6-8 hours every day. It is also the most affordable. If you have a semi-automatic welding machine from a famous brand whose torch needs to be replaced, then here you can save money without losing quality.
FUBAG 38440 FB 150
This is a premium quality burner from a German brand. It has a sleeve length of 3 m and passes wire with a diameter of 0.6, 0.8 and 1.0 mm. It can be cooked with a maximum current of no higher than 180 A, otherwise it will overheat and melt. The nozzle has two raised rings for easy removal of the tip.
The burner is expensive, but very convenient. It is appreciated by welders for its ergonomics. If you need to cook every day for 6 hours, then your hand will get less tired. The button is pressed very easily with one finger. The rubber pad on top prevents slipping in your hands.
VIKING 95588016 MIG 15AK-4m
At the end of the rating we placed a burner from an Austrian brand. It has an optimal operating current of 150 A, at which the on-time is allowed to be 60%. If necessary, you can weld for a short time at 180 A, but with longer cooling breaks. The 4 m sleeve length increases the mobility of the welder. The burner with the channel weighs 2 kg. It differs from most other models in the location of the rubber insert at the bottom, which prevents your fingers from slipping.
This product is suitable where you often have to change the position and weld vertical, ceiling and corner seams. To prevent the cable channel from bending, long spring inserts are provided at the entrance to the burner and in front of the Euro connector.
The best burners for 200-250 A
When it is necessary to weld parts with a thickness of 10-20 mm, it is necessary to increase the current strength using a semi-automatic machine. Accordingly, a burner is needed with a high current rating. Here is the rating of the best models of this level.
MS 24 Svarog ICT2698
MIG torch for welding in carbon dioxide and argon mixtures. With MIX gas, a current of 220 A is allowed, with carbon dioxide, 250 A is possible. In both cases, the duty cycle is 60%. The hose package, judging by the reviews, is quite flexible. Its length is 3 m. The burner is designed for air cooling. You can thread wire from 0.8 to 1.2 mm. The total weight of the product is 2.7 kg. The tip is massive and durable. But the long current lead makes it difficult to control the weld pool.
This model is interesting due to the presence of anti-slip pads on the top and bottom of the handle. This design is especially important for working on high structures (so as not to be dropped) or in hot conditions (outside in summer). The torch is also notable for its copper-coated gooseneck, which reduces the amount of sticking spatter from welding.
BRIMA MIG-250
Next is a burner from a German brand. According to reviews, customers like the product at an affordable price. The handle does not have rubber pads, but there are protrusions for the fingers. The anatomical shape relieves stress from the hand. The cable length here is 3 m. The wire diameter is allowed 0.8, 1.0 and 1.2 mm. The maximum current is no more than 250 A. With this indicator, you can cook continuously for 6 minutes, and then let it cool for 4 minutes.
Note the powerful spring at the base of the connector and handle. It does not allow the channel to break during strong bending. The wire will feed continuously. The wires leading to the buttons (cable) will remain intact, despite the frequent kinks of the sleeve.
AURORA 12027 25 AIR COOL
Reliable semi-automatic burner with proven quality. Allows you to work with wire up to 1.2 mm in diameter. It has good heat transfer and supports semi-automatic welding with a current of 230 A. There is an anti-slip pad on the top of the handle. The gander is coated with chrome to reduce splash adhesion. The Euro connector with high edges is easy to insert into the socket on a semi-automatic device.
The model is notable for its cable channel length of 5 m. Thanks to this, the welder can walk around a large product without carrying the apparatus with a cylinder. With such a sleeve it is practical to weld metal structures at a construction site.
Watch the product video
FUBAG 38443 FB 250
The rating of powerful burners for semi-automatic devices is completed by a product from a German manufacturer. The burner is extremely comfortable due to its anatomical shape and two rubber inserts. The jib angle is optimal for minimal wrist bending. The series is designed for a maximum current of 230 A. You can install a thin 0.8 mm wire for welding bodies, and a thick 1.2 mm wire for connecting workpieces with a cross-section of up to 20 mm.
The burner has a very sensitive start button. This helps when a semi-automatic machine is used for assembling critical structures that require numerous tacks. Pulling the trigger 1000 times a day does not tire you out. A flexible connecting element at the base ensures the torch's mobility when bending for welding in different spatial positions.
If you notice an error, a non-working video or link, please select a piece of text and press Ctrl+Enter .
0
Treatment in domestic conditions
Today, gas welding is no longer considered a complex option for joining metals and is practiced in the private sector by many users. It must be remembered that when organizing this type of work at home, special safety requirements must be strictly followed .
First of all, the tightness of the working gas supply channels is checked, then the burner is visually inspected - special attention is paid to the condition of the tip.
Carefully check the joints with the connecting nipples to ensure that there is no gas leakage, which can cause a fire.
Gas cylinders cannot be carried by hand, but should be transported on a special trolley with a soft ride (on inflatable wheels); the containers should be stored in an iron box equipped with a reliable lock to prevent access by strangers, especially curious young children. Do not work with similar equipment near flammable and combustible substances.
Security basics
We present a list of requirements when working with semi-automatic equipment:
- The contractor is obliged to check the serviceability of the starting system before starting work.
- The power source and the device box must have reliable grounding.
- The switch or magnetic starter is turned on first, and then the hardware box. Turning off the power is done in reverse order.
- All supply hose connections must be sealed.
- Leaning, let alone sitting down, or placing foreign objects on the equipment is prohibited.
- Winding a wire onto a spool is done independently only after undergoing special training with mandatory recording in the instruction book.
- After completing the work, first turn off the gas and water supply for cooling, then you need to turn off the power to the equipment.
- Report any noticed equipment malfunctions to the foreman or foreman and do not turn on the equipment without instructions from management.
- The contractor is prohibited from eliminating any malfunctions on his own.
A team of repairmen is engaged in servicing various equipment in the workshop - only they can repair and configure the equipment.
Popular types
There are many models of gas burners, each with its own design features. Which welding mode to choose depends on the materials being welded and the amount of work. If a pipe leaks at home, it can be repaired with a simple piezotorch with filler wire.
To make plumbing and repair a car, you will need a manual semi-automatic device or a gas device operating in TIG mode.
For semi-automatic
The semi-automatic machine works with filler and welding wire, which is automatically fed into the bath at a constant speed. It can only be used as an additive and melts due to burning gas. In most machines, the wire is also an electrode, at the end of which an arc is created.
All modes are configured before welding begins. After this, with a change in current strength, the amount of supplied gas and the wire feed speed increase.
The length of the hose for supplying consumables is 3 – 5 m.
A simple device allows you to assemble the burner yourself, even without having a drawing yourself. Any house requires welding work during construction and furnishing. The amount of work is small and buying a device is expensive; making a homemade one will cost less.
For argon arc
Argon arc welding is performed in TIG mode. It allows you to cook refractory materials such as aluminum. In the center of the nozzle there is a holder for a tungsten electrode. The arc is constantly in a protective atmosphere.
The gas is adjusted using a valve on the handle. Sleeve length 4 – 8 m.
For spot welding
The devices operate in TIG – WIG mode. They are distinguished from other nozzles by a shaped nozzle, which covers a flint mouthpiece with a tungsten non-consumable electrode. The principle of operation is the spot melting of metal on one or both sides. The connection has neat weld points. No filler wire is used; only the metal of the parts being welded is melted.
At the moment of formation of the connection, the non-consumable electrode is located inside the mouthpiece in a gas environment, which creates additional heating and high pressure. It takes a few seconds to create one weld point. The welder's hand presses the mouthpiece to the metal and presses the button.
To use spot welding, a copper sheet is placed under the parts - an underlayer that removes excess heat and at the same time acts as a current collector.
At the end of welding, the wire afterburner turns on. It completes the formation of the welding site, preventing the wire from cooling sharply.
Maintenance
All torches for semi-automatic welding machines require regular visual inspection and preventive maintenance to identify deficiencies, for example, the nozzle is exposed to splashes of molten metal, which must be removed constantly after welding. This is done mechanically, as a result of which microcracks remain; the service life of the part is no more than 6 months .
All contact elements operate in short-circuit protection mode, so sometimes they partially burn out, and this leads to a decrease in the main characteristics, so periodic cleaning is required, and if they burn out, a complete replacement is required. The intended service life is no more than 200 hours of continuous operation, so spare contacts are included with the new product.
Saving Tips
A burner for semi-automatic operation is selected depending on the volume and complexity of future work . The handle is comfortable to hold with one hand and is lightweight. In this case, you need to remember the following nuances:
- It is necessary to select products with lower welding current values than those indicated on the equipment, since manufacturers indicate a maximum temperature above which the handle or sleeve fails, but the product itself retains all functionality.
- Operation is designed for 100% load, but in practice such a mode does not exist.
As mentioned above, for normal use a product with a current of 300 amperes is sufficient , because you pay less, but create optimal conditions for normal operation of the burner.
What to look for when purchasing?
When purchasing a complete welding sleeve for a semi-automatic machine, you should consider the following factors:
- Model of the device, functions it performs. These include welding work in a protective environment of inert or active gas - MIG/MAG, argon arc welding, or flux-cored wire welding.
- Arrangement of connecting elements. The most common is the Euro connector type KZ-2 (EURO).
- Ergonomic shape of the burner itself. The handle should fit comfortably in the hand, the size of the trigger button should be sufficient.
- The diameter of the wire. Conventional devices work with wire from 0.6 to 1.6 mm, but this particular device has a much narrower range (0.2–0.6 mm).
- Operating voltage - for different models it ranges from 10 to 28 V.
- Maximum welding current is 90–250 A.
- The length of the sleeve is determined by ease of use. The optimal size is considered to be 3 meters, although products up to 4–5 meters are found.
If you purchase a separate rubber gas hose, you should pay attention to its markings and color design. For helium, argon, carbon dioxide, gas hoses are used, designed for pressures up to 0.6 MPa
A domestic hose must be marked with the standard - GOST 9356-75.
An example of a symbol for such a hose with a hole diameter of 6.3 mm: hose I-6.3-0.63 GOST 9356-75, where I is the product class (work with inert and active gases, except oxygen), 0.63 is working pressure (MPa). The black rubber has red ring stripes.
The oxygen hose in the designation must have the letter III - 3rd class (working pressure up to 2.0 MPa) and painted blue. When purchasing an imported product, you should consult a sales consultant.
Here, in a nutshell, is everything you need to know before buying a new sleeve. Don't waste extra money when you can replace a worn-out part. After repair, the semi-automatic device will work like new.