Характерные особенности
Идущая в комплекте полуавтоматическая горелка — это, по сути, исполнительное изделие со сложной конструкцией, предназначенное для получения качественного шовного соединения под защитой газа. Относится такое оборудование к расходному классу, т. к. многие детали в конструкции имеют небольшой срок службы — при бережной эксплуатации средний срок службы не превышает 6 месяцев.
Основными отличиями является то, что в изделии присутствует индивидуальная система охлаждения, а также канал для подачи присадочной проволоки. С помощью такой горелки исполнитель может сваривать металлы в труднодоступных местах. Наконечники для горелок делаются из таких металлов или материалов как медь, вольфрам или бронза, сплав меди и графита.
Классификация сварочных горелок
Сварочные горелки классифицируются по нескольким признакам:
а) по способу подачи кислорода и горючего газа для газовой сварки различают инжекторные и безынжекторные газовые горелки;
б) по роду горючего вещества горелки делятся на газовые (в которые подаётся горючий газ) и жидкостные (в которых распыляется бензин или керосин);
в) в зависимости от своего назначения горелки бывают универсальные и специализированные;
г) в зависимости от количества потоков газового пламени грелки делятся на однопламенные и многопламенные;
д) по способу применения горелки делятся на ручные и машинные;
е) по мощности горелки бывают малой мощности (с расходом ацетилена с расходом ацетилена 25-400л/ч, средней мощности (в них расход ацетилена составляет 400-2800л/ч) и большой мощности (с расходом газа 2800-7000л/ч).
Классификация и область применения горелок для ацетиленокислородной сварки
Согласно ГОСТ1077, однопламенные универсальные газовые горелки для ацетиленокислородной сварки делятся на четыре вида: Г1 (микромощности), Г2 (малой мощности), Г3 (средней мощности,) и Г4 (горелки большой мощности).
Наибольшее применение получили горелки малой и средней мощности. Горелки малой мощности используют при сварке тонкого металла, толщиной 0,2-07мм. В комплекте с ними идут четыре наконечника разной величины.
Горелки средней мощности применяют при ручной газовой сварке, для сварки чугунов, сварки цветных металлов и сплавов, или же для наплавки, пайки и предварительного подогрева металлов. В комплекте с горелками средней мощности имеется ствол и семь сменных насадок различной величины. Насадки крепятся и фиксируются на стволе с помощью накидной гайки.
Принцип работы
Он состоит из следующих пунктов:
- Изделие подносят к детали на расстояние, достаточное для возбуждения сварочной дуги.
- За секунды до воспламенения подается защитный газ.
- Электрический ток подается к специальному наконечнику и заготовке.
- От температуры дуги проволока плавится и под облаком защитного газа попадает в сварочную ванну.
- Исполнитель плавными движениями перемещает горелку, формируя сварочный шов.
- Газ не дает молекулам воздуха окислить шовное соединение.
- Во время работы детали изделия находятся в зоне действия высоких температур.
Как видим из последнего пункта, сильному износу подвергаются сопло, электродный держатель или газорассекатель и токопроводящий наконечник.
Правила работы с полуавтоматом
Перечислим ряд требований, а точнее правил, которыми не стоит пренебрегать при применении сварочного автомата:
- Перед началом работы сварочным полуавтоматом следует внимательно изучить инструкцию по этого эксплуатации;
- при сварке нужно следить за строгой полярностью – «плюс» должен быть на горелке, а «минус» — на свариваемой детали;
- во избежание неприятных ситуаций, связанных с человеческими повреждениями, не следует при заправке проволоки в горелку направлять её сопло на себя или других людей. Тут нужно быть очень внимательным, ведь проволока своим концом может проткнуть вам ладонь или другую часть тела;
- категорически запрещается во время работы перемещать полуавтомат, потянув его за горелку или кабель, для этого существуют ручки;
- чтобы не повредить глаза и другие части лица работать сварочным полуавтоматом следует только в специальной защитной маске, имеющей светофильтр, маркировка которого должна соответствовать диапазону тока, используемого в сварке, а для дополнительной защиты следует использовать очки со стеклянными линзами, поскольку стекло не пропускает ультрафиолет;
- для долгой и безотказной работы устройства необходимо два раза в год прочищать все его внутренности от грязи и пыли;
- если в процессе внешнего осмотра прибора были обнаружены повреждения в кабеле или рукаве горелки, их нужно тут же устранить при помощи изоляционной ленты или термоусадочной трубки, а изношенные части и вовсе лучше заменить на новые;
- форма канавки должна чётко соответствовать материалу электрода: V-образная гладкая применяется для сплошной стальной проволоки, V–образная с насечками – для порошковой проволоки, U-образная – для сплавов и мягких металлов;
- во время работы запрещено прикасаться к токоведущим частям сварочного полуавтомата, а также работать со снятыми его крышками;
- помещение, в котором выполняется сварка, должно хорошо проветриваться, поскольку аэрозоли, выделяющиеся во время работы, чрезвычайно вредны;
- следует строго соблюдать правила пожарной безопасности;
- нельзя забывать о том, что во время сварки сварочный шов нагревается до очень высоких температур, поэтому строго запрещается прикасаться к этим местам;
- не секрет, что полуавтомат, как и всякий сварочный аппарат, является источником электромагнитного излучения, которое чрезвычайно вредно влияет на здоровье человека. Не все люди могут работать в таких условиях, поэтому предварительно нужно пройти медицинский осмотр;
- категорически запрещено сваривать сосуды и трубопроводы вместе с жидкостями, а также сосуды, в которых прежде хранились горючие и легковоспламеняющиеся жидкости;
- не стоит перенагружать полуавтомат, работайте только в условиях, предусмотренных в инструкции по эксплуатации, поскольку это, во-первых, опасно для здоровья работающего, а, во-вторых, сокращает ресурс работы самого полуавтомата;
- поскольку человек является носителем статического электричества, прикасаться к элементам электронной платы строго запрещается, в этом случае возможен их пробой;
- крышка ниши механизма подачи во время работы должна быть плотно и надёжно закрыта, дабы не стать источником травматизма оператора;
- сварка не должна выполняться в непрерывном режиме, нужно чередовать её с регламентируемыми перерывами, продолжительность которых и интервалы между ними должны быть выбраны в соответствии с рекомендациями производителей;
- во время работы сварочным полуавтоматом строго запрещено переключать ступени трансформатора, установленного на источнике сварочного тока;
- все работы по сварке следует выполнять только в специально предназначенной для этого одежде, кроме того, одежда должна быть полностью сухой, дабы защитить себя от возможного поражения электрическим током;
- расход защитного газа, который может быть аргоном, гелием, углекислым газом или их смесями, должен быть рассчитан оптимально, поскольку он в зоне дуги образует защитную среду, кроме того, газ должен быть выбран в соответствии с типом свариваемого материала, а также его толщиной. Баллон должен быть закреплён горизонтально и достаточно надёжно.
Нюансы конструкции
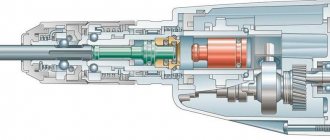
Горелка для сварки полуавтоматом поставляется в комплекте с агрегатом и служит для подачи припоя и защитного облака из газа в сварочную ванну.
Комплектация такая: полая рукоять, изоляционная втулка и шайба, держатель для проволоки, токопроводящий наконечник, сопло с рассекателем. Большим нагрузкам подвергаются наконечник и сопло, которые являются расходными деталями и подлежат частой замене из-за воздействия высокой температуры.
Основные параметры изделия
Сварочная горелка MIG/MAG для полуавтоматического оборудования выпускается разными производителями, но все основные характеристики практически идентичные:
- нагрузка по применяемому току;
- длина шланга;
- вариант охлаждения — при помощи воздуха или воды;
- управление — с помощью кнопок, вентиля или универсальный вариант;
- способ подключения — штекерный или европейского вида.
Применение штекера увеличивает диаметр рукава, потому что подключение каждого источника производится отдельно. Евроразъемы применяются только на дорогом профессиональном оборудовании, когда все каналы объединяются в одном корпусе. Опытные сварщики подбирают горелки по значению тока, т. к. работы выполняются не в постоянном режиме, а с остановками для остывания дорогостоящего оборудования.
Производители при разработке горелок рассчитывают стойкость изделия на основании устойчивой работы в течение 10 минут, но на практике этого не делается. Если на агрегате обозначена максимальная сила тока в 400А, то идеальным вариантом использования будет горелка с номиналом в 300А.
С газовым или водяным охлаждением?
Еще один ключевой вопрос, какое выбрать охлаждение — воздушное или водяное? Это немного похоже на покупку мотоцикла — одно- или двухцилиндровый двигатель с воздушным охлаждением или четырехцилиндровый с водяным охлаждением? Дело в том, что системы с водяным охлаждением часто более долговечны. Любой сварщик, который использовал сварочную систему с водяным охлаждением, скажет вам, насколько более удобной была сварка такой горелкой и насколько легко с ней было обращаться. Кроме того, системы с водяным охлаждением не только служат дольше, но и обеспечивают большую мощность. Сварочные горелки с воздушным охлаждением не подходят для высоких токов и длительной работы, в то время как горелки с водяным охлаждением продолжают хорошо работать при токах значительно выше 200 А.
Естественно, преимущества водяного охлаждения имеют свою цену и стоимость на горелки с водяным охлаждением в среднем на 20-30 % выше. Существует также дополнительная стоимость установки самой системы водяного охлаждения. Замена изнашиваемых деталей сварочной горелки будет составлять часть текущих эксплуатационных расходов, поэтому стоимость является важным фактором при выборе между газовым или водяным охлаждением.
Компоненты для инвертора
Горелка для инвертора мало чем отличается от других аналогичных изделий, обеспечивая подключение постоянного тока любой полярности. При выборе надо обратить внимание на продолжительность работы в непрерывном режиме при токах прямой полярности. Например, горелка марки SRT-26V предназначена для аргонодуговой сварки и подходит для соединения разных сортов стали.
Ее используют для сварки трубопроводов и когда необходимо получить красивый внешний вид шовного соединения. При этом горелка подключается к минусу на инверторе, а подводящий рукав — к редуктору газового баллона. Подача защитного газа регулируется вентилем на держателе изделия.
Ю. Н. Толстых, образование: колледж, подготовки сварщиков, специальность: сварщик пятого разряда, опыт работы: с 2002 года: «Операции с такими горелками при сварке черного металла надо проводить в режиме постоянного тока и с прямым включением, исключение — работа с цветными металлами, например, с алюминием или магнием».
Лучшие горелки для сварочных полуавтоматов
Если у Вас полуавтомат не с цельным присоединением кабель-канала к корпусу, то такую горелку можно заменить на более удобную. Для покупки ищите товар с обозначением штекера EURO. Он универсален и подходит к любым аппаратам с таким же разъемом. Покупать оборудование такого же бренда, что и Ваш полуавтомат, не обязательно.
Горелки на 150-180 А
Если сварочный полуавтомат используется для соединения металла толщиной 0.8-7.0 мм, то достаточно горелки, рассчитанной на силу тока 150-180 ампер.
MIG-150 BRIMA
Горелка для полуавтомата от немецкого производителя. Снабжена эргономичной ручкой с несколькими вырезами, которые хорошо ложатся в ладонь сварщика. Кабель-канал может принимать проволоку от 0.6 до 1.0 мм. Длина рукава составляет 3 м, чего достаточно для стационарного сварочного поста в мастерской. Если варить на токе 150 А, то продолжительность включения составит 60%. Евро разъем оснащен выступающей рельефностью, которая облегчает подсоединение к сварочному аппарату. Аксессуар охлаждается воздухом снаружи и газом изнутри.
Горелка примечательна удлиненным соплом, которое подходит для сварки на прямой и обратной полярности (меньше греется). Еще угол наклона гусака минимальный, что позволяет заводить ее в трубы и вести сварку в труднодоступных местах.
Foxweld 6068 MIG-15
Это горелка от итальянского производителя. Она подходит для сварки полуавтоматом как в среде защитного, так и активного газа. Реализовано воздушное охлаждение. Максимальный ток допустим 180 А. При этом ПВ будет 40%. Аксессуар совместим с проволокой 0.6-1.0 мм в диаметре. Но весит горелка с кабель-каналом 2.4 кг, поэтому на высоте придется придерживать ее второй рукой, чтобы не оттягивала.
Модель примечательна длиной рукава 5 м. Это выгодно при работе с крупными конструкциями — Вам потребуется реже передвигать сам аппарат. Повышенная мобильность сварщика позволяет быстро переходить от одного изделия к другому и даже трудиться попеременно на двух сварочных столах.
AURORA 12017 PRO MIG 15 AIR COOL
В данной горелке есть широкая резиновая накладка сверху, предотвращающая выскальзывание из рук. Место расположения курка отделено, чтобы другие пальцы не съезжали туда. Шланг-пакет тоньше, чем у других производителей и легче. Длина канала составляет 3 м, а максимальный ток допустим до 180 А.
Судя по отзывам сварщиков, эта модель довольно комфортна для удержания и работы по 6-8 часов каждый день. Еще она наиболее доступна по цене. Если у Вас сварочный полуавтомат от именитого бренда, у которого нужно заменить горелку, то здесь получится сэкономить, не потеряв в качестве.
FUBAG 38440 FB 150
Это горелка премиального качества от немецкого бренда. Она имеет длину рукава 3 м и пропускает в себе проволоку с диаметром 0.6, 0.8 и 1.0 мм. Варить ей можно с максимальным током не выше 180 А, иначе перегреется и расплавится. На сопле предусмотрены два рельефных кольца для удобного снятия наконечника.
Горелка дорогая, но очень удобная. Ее ценят сварщики за эргономинчость. Если Вам требуется варить каждый день по 6 часов, то с ней меньше устанет рука. Кнопка нажимается очень легко одним пальцем. Резиновая накладка сверху не дает скользить в руках.
VIKING 95588016 MIG 15AK-4м
В конце рейтинга мы поместили горелку от австрийского бренда. У нее оптимальный рабочий ток 150 А, при котором продолжительность включения разрешена 60%. Если нужно, то кратковременно можно провести сварку на 180 А, но с более длительными перерывами на остывание. Длина рукава 4 м повышает мобильность сварщика. Весит горелка с каналом 2 кг. Она отличается от большинства других моделей расположением резиновой вставки снизу, что не дает скользить пальцам.
Такой товар подойдет там, где часто приходится менять положение и варить вертикальные, потолочные и угловые швы. Чтобы кабель-канал не загибался, предусмотрены длинные пружинные вставки на входе в горелку и перед Евро-разъемом.
Лучшие горелки на 200-250 А
Когда требуется сваривать детали с толщиной 10-20 мм, то необходимо повышать силу тока на полуавтомате. Соответственно и горелка нужна с большим показателем тока. Вот рейтинг лучших моделей этого уровня.
MS 24 Сварог ICT2698
Горелка МИГ для сварки в среде углекислоты и смеси аргона. С газом MIX допустим ток 220 А, с углекислотой можно 250 А. В обоих случаях ПВ составляет 60%. Шланговый пакет, судя по отзывам, довольно гибкий. Его длина — 3 м. Горелка рассчитана на воздушное охлаждение. Можно заправлять проволоку от 0.8 до 1.2 мм. Общий вес товара 2.7 кг. Наконечник массивный и прочный. Но длинный токовод мешает контролировать сварочную ванну.
Эта модель интересна наличием антискользящих накладок сверху и снизу на рукоятке. Такое исполнение особенно актуально для работы на высоких конструкциях (чтобы не выронить) или в жарких условиях (на улице летом). Еще горелка примечательна гусаком, покрытым медью, что снижает количество прилипающих брызг от сварки.
BRIMA MIG-250
Далее горелка от немецкого бренда. Согласно отзывам товар нравится покупателям доступной ценой. У рукоятки нет резиновых накладок, зато есть выступы под пальцы. Анатомическая форма снимает напряжение с руки. Длина кабеля здесь 3 м. Диаметр проволоки разрешен 0.8, 1.0 и 1.2 мм. Максимальная сила тока не более 250 А. С таким показателем можно варить непрерывно по 6 минут, а затем давать ей остывать 4 минуты.
Обратите внимание на мощную пружину у основания разъема и ручки. Она не допускает залома канала при сильном изгибе. Проволока будет подаваться непрерывно. Провода, ведущие к кнопкам (шлейф), останутся целыми, несмотря на частые перегибы рукава.
AURORA 12027 25 AIR COOL
Надежная горелка для полуавтомата с проверенным качеством. Позволяет работать с проволокой до 1.2 мм в диаметре. Имеет хорошую теплоотдачу и поддерживает сварку полуавтоматом с силой тока 230 А. Сверху на ручке накладка антискольжения. Гусак напылен хромом для снижения прилипания брызг. Евро-разъемом с высокими гранями легко вставлять в гнездо на полуавтомате.
Модель примечательна длиной кабель-канала 5 м. Благодаря этому сварщик может обходить вокруг крупного изделия, не перевозя за собой аппарат с баллоном. С таким рукавом практично вести сварку металлоконструкций нас стройке.
Смотрите видео о товаре
FUBAG 38443 FB 250
Завершает рейтинг мощных горелок для полуавтомата товар от немецкого производителя. Горелка чрезвычайно удобна за счет анатомической формы и двух резиновых вставок. Угол гусака оптимален для минимального изгиба запястья. Серия рассчитана на максимальную силу тока 230 А. Можно установить тонкую проволоку 0.8 мм для сварки кузовов, и толстую 1.2 мм для соединения заготовок с сечением до 20 мм.
У горелки очень чувствительная кнопка пуска. Это помогает, когда полуавтомат используется для сборки ответственных конструкций, где требуются многочисленные прихватки. Нажатие по 1000 раз в день на курок не утомляет. Гибкий стыковочный элемент у основания обеспечивает подвижность горелки при изгибе для сварки в разных пространственных положениях.
Если вы заметили ошибку, не рабочее видео или ссылку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
0
Обращение в бытовых условиях
Сегодня газовая сварка уже не считается сложным вариантом соединения металлов и практикуется в частном хозяйстве многими пользователями. Нужно помнить, что при организации подобного вида работ в домашних условиях надо неукоснительно выполнять особые требования безопасности.
Прежде всего, проверяется герметичность каналов подвода рабочих газов, затем визуально осматривается горелка — особое внимание обращают на состояние наконечника.
Внимательно проверяйте места стыковки с соединительными ниппелями, чтобы не произошло утечки газа, что чревато возгоранием.
Газовые баллоны нельзя переносить вручную, а следует перевозить на специальной тележке с мягким ходом (на надувных колесах), хранить емкости надо в железном ящике, снабженным надежным запором, чтобы исключить доступ посторонних, особенно любопытных детей младшего возраста. Нельзя проводить работы с аналогичным оборудованием рядом с легко воспламеняющимися и горючими веществами.
Основы безопасности
Представляем перечень требований при работе с полуавтоматическим оборудованием:
- Исполнитель обязан до начала работ проверить исправность системы запуска.
- Источник питания и ящик аппарата должны иметь надежное заземление.
- Первым включается рубильник или пускатель магнитного типа, а затем уже аппаратный ящик. Отключение питания производится в обратной последовательности.
- Все соединения подводящих шлангов должны быть герметичными.
- Опираться, тем более садиться или ставить посторонние предметы на оборудование запрещается.
- Намотка на бобину проволоки производится самостоятельно только после прохождения специального обучения с обязательной записью в книгу инструктажа.
- После окончания работ в первую очередь отключается подача газа и воды для охлаждения, затем надо обесточить аппаратуру.
- О замеченных неполадках оборудования доложить бригадиру или мастеру и без указаний руководства оборудование не включать.
- Устранять любые неисправности самостоятельно исполнителю запрещено.
Обслуживанием различного оборудования в цеху занимается бригада ремонтников — только они могут ремонтировать и настраивать аппаратуру.
Популярные виды
Существует множество моделей газовых горелок, имеющих свои конструктивные особенности. Какой режим сварки выбирать зависит от свариваемых материалов и объема работы. Если дома потекла труба, то ее можно отремонтировать простой пъезогорелкой с присадочной проволокой.
Сделать водопровод и отремонтировать автомобиль потребуется ручной полуавтомат или газовый аппарат, работающий в режиме TIG.
Для полуавтомата
Полуавтомат работает с присадочной и сварочной проволокой, которая автоматически с постоянной скоростью подается в ванну. Она может использоваться только как присадочная и плавится за счет горящего газа. В большинстве автоматов проволока одновременно является электродом, на конце которого создается дуга.
Настройка всех режимов осуществляется до начала сварки. После этого с изменением силы тока увеличивается количество подаваемого газа, и скорость подачи проволоки.
Длина шланга для подачи расходных материалов 3 – 5 м.
Простое устройство позволяет собрать горелку самостоятельно, даже не имея чертеж своими руками. Любой дом требует сварочных работ при строительстве и обустройстве. Объем работ небольшой и покупать аппарат дорого, сделать самодельный обойдется дешевле.
Для аргонодуговой
Аргонодуговая сварка производится в режиме TIG. Она позволяет варить тугоплавкие материалы типа алюминия. В центре форсунки расположен держатель для вольфрамового электрода. Дуга постоянно находится в защитной атмосфере.
Регулировка газа производится вентилем на ручке. Длина рукава 4 – 8 м.
Для точечной сварки
Работают приспособления в режиме TIG – WIG. От остальных форсунок их отличает фигурное сопло, которое закрывает кремневый мундштук с вольфрамовым неплавящимся электродом. Принцип действия заключается в точечном расплавлении металла с одной или двух сторон. Соединение имеет аккуратные точки сварки. Присадочная проволока не применяется, плавится только металл свариваемых деталей.
В момент образования соединения, неплавящийся электрод находится внутри мундштука в среде газа, который создает дополнительный прогрев и высокое давление. На создание одной точки сварки уходит несколько секунд. Рука сварщика прижимает мундштук к металлу и нажимает на кнопку.
Для применения точечной сварки под детали подкладывается медный лист – подслой, отводящий лишнее тепло и одновременно выступающий токосъемником.
В момент окончания сварки включается дожигатель проволоки. Он завершает формирование места сварки, не давая проволоке резко остыть.
Техническое обслуживание
Все горелки для сварочного полуавтомата требуют регулярного визуального осмотра и профилактических работ по выявлению недостатков, например, сопло подвергается воздействию брызг расплавленного металла, которые нужно удалять постоянно после окончания сварки. Делают это механическим способом, в результате чего остаются микротрещины, срок службы у детали не более 6 месяцев.
Все контактные элементы работают в режиме КРЗ, поэтому иногда частично выгорают, а это приводит к понижению основных характеристик, поэтому требуется периодическая зачистка, а при выгорании — полная замена. Назначенный срок эксплуатации составляет не более 200 часов непрерывной эксплуатации, поэтому запасные контакты идут в комплекте с новым изделием.
Советы по экономии
Горелка для работы на полуавтомате выбирается в зависимости от объема и сложности будущих работ. Рукоятка — удобная для удерживания одной рукой и небольшой массы. При этом надо помнить о таких нюансах:
- Надо выбирать изделия с меньшими значениями сварочного тока, чем указаны на оборудовании, т. к. производители указывают максимум температуры, выше которых рукоятка или рукав выходит из строя, но само изделие сохраняет все функциональные возможности.
- Эксплуатация рассчитана на стопроцентные нагрузки, а на практике такого режима не существует.
Как уже говорилось выше, для нормального использования достаточно изделия с силой тока в 300 ампер, потому что вы платите меньше, но создаете оптимальные условия для нормальной работы горелки.
На что обращать внимание при покупке?
Покупая комплектный сварочный рукав для полуавтомата, следует учитывать следующие факторы:
- Модель аппарата, выполняемые им функции. К таковым относятся сварочные работы в защитной среде инертного или активного газа — MIG/MAG, аргонодуговая сварка, или сварка порошковой проволокой.
- Устройство присоединительных элементов. Наиболее распространённым является евроразъём типа KZ-2 (EURO).
- Эргономичность формы самой горелки. Рукоятка должна удобно лежать в руке, размер пусковой кнопки должен быть достаточным.
- Диаметр проволоки. Обычные аппараты работают с проволокой от 0,6 до 1,6 мм, однако у конкретного устройства диапазон значительно уже (0,2–0,6 мм).
- Рабочее напряжение — у разных моделей находится в переделах от 10 до 28 В.
- Максимальный ток сварки — 90–250 А.
- Длина рукава определяется удобством использования. Оптимальным размером считается 3 метра, хотя встречаются изделия до 4–5 метров.
В случае покупки отдельного газового шланга из резины следует обратить внимание на его маркировку и цветовое оформление. Для гелия, аргона, углекислого газа применяют газовые рукава, рассчитанные на давление до 0,6 МПа
На отечественном шланге обязательно должна быть маркировка с указанием стандарта — ГОСТ 9356-75.
Пример условного обозначения такого шланга с диаметром отверстия 6,3 мм: рукав I-6,3-0,63 ГОСТ 9356-75, где I — класс изделия (работа с инертными и активными газами, кроме кислорода), 0,63 — рабочее давление (МПа). На чёрную резину нанесены красные кольцевые полосы.
Кислородный шланг в обозначении должен иметь букву III — 3-й класс (рабочее давление до 2,0 МПа) и окрашен в синий цвет. Покупая импортное изделие, следует проконсультироваться у продавца-консультанта.
Вот, вкратце, и всё, что нужно знать перед тем, как покупать новый рукав. Не стоит выбрасывать лишние деньги, если можно заменить износившуюся деталь. После ремонта полуавтомат заработает как новый.