Semi-automatic welding is the most commonly used method in industrial and domestic conditions. A device working on this principle can be found both in the home workshop and in the workshop. The method is more complicated than inverter welding, but the semi-automatic welding method is simpler than using a transformer.
Semi-automatic welding is one of the most common methods.
Welding machine design
The design of the unit does not depend on the scope of use. The semi-automatic welding device contains:
- power supply with control module, indicator panel, knobs for settings;
- hose for supplying consumables, gas and electricity (welding hose);
- shielding gas cylinder;
- welding torch.
Design of a semi-automatic welding machine.
Semi-automatic power supply
Most devices operate with direct current. An inverter or rectifier is used as the power supply. The latter is characterized by low cost and large size. Adjustment ranges are limited and pulsation problems often occur. Inverters are more expensive, but they do not have any disadvantages. The devices help obtain the current parameters required for different welding modes. There is an automatic device that regulates the inductance.
Only inverters provide the alternating current required for welding aluminum and magnesium alloys.
Welding sleeve
This is the name given to the component that supplies gas, consumables, or current to the treated area. One end is connected to the apparatus, the other to the burner. The welding sleeve has the form of a flexible tube, in the central part of which there is a channel for the wire exit. It is surrounded by gas and water supply pipes for cooling, power cables and control system wires.
The welding sleeve is designed to work with oxygen.
Increased demands are placed on the welding hose. The component is considered expensive, its length affects the cost of the semi-automatic device. The parameters of the hose determine the capabilities of the device when working with complex structures.
Apparatus burner
This is the main tool with which the master creates a seam. The torch is connected to a cable hose, leading into it all the tubes and wires connected to the main block of the semi-automatic welding machine. The element consists of a guide channel and a handle. The latter is equipped with a mode regulator. At the end of the hose there is a gas diffuser and a nozzle for removing the wire. Based on the principle of working with consumables, burners are classified into:
- Pusher devices. The burner does not have its own drive. The movement of the wire is ensured by a mechanism located in the main block of the apparatus.
- Drive with built-in mechanism. The nature of the operation does not differ from that of the previous type of burners.
- Combined, with pulling and pushing mechanisms. One of them is built into the burner, the other - into the body of the semi-automatic device.
The tip is a replaceable component, the size of which must correspond to the diameter of the wire used.
The nozzle is also removable, selected taking into account the welding mode.
Wire feeder
The consumable material is wound on reels of different sizes. The feed mechanism consists of an installation block with an unwinding stabilizer and a roller device. The latter are equipped with grooves of the required diameter. The rotation of the feed mechanism is ensured by a motor working in conjunction with the controller. Pressure and tension are adjusted manually. Feeders are available with 2 or 4 rollers. The latter are used in conjunction with flux-cored and soft wires.
The wire feed mechanism consists of an installation block.
Correct welding technique using a semi-automatic machine
The technique of welding with a semi-automatic welding machine is extremely important for obtaining high-quality joints that will not lose their original operational parameters over time. It differs from the technology of manual electric arc welding.
The difference between automatically functioning devices and semi-automatic units is also significant. Let's look at the basic techniques for semi-automatic welding.
Features of welding work in a protective gas environment
When performing welding work using semi-automatic equipment, gas can be used. This allows you to reduce the oxidation process of the metal part being welded and increase the strength characteristics of the created joint.
You can use different gases for a semi-automatic welding machine, but most often they use: carbon dioxide, helium. This trend can be explained by their availability and low consumption when performing welding work.
Important! When working with carbon dioxide, the quality of the preliminary preparation of the part being welded is extremely important: the more thoroughly the metal surface is cleaned, the less likely it is that particles of dust, dirt, paint residues, and rust will remain on it. Cleaning is done using sandpaper or an iron brush.
Welding technology will help you understand how to use a welding machine when working with gases.
Welding in a shielding gas environment.
There are several types of them:
- Continuous welding involves moving a torch or electrode from the beginning to the end of the seam. This technique requires great skill.
- Spot welding involves joining metal parts by organizing multiple weld spots rather than using a continuous path.
- A short circuit welded connection is carried out, in most situations, for thin sheet metal by melting it due to the supply of pulses from a short circuit formed in the apparatus. After closing, the molten metal forms a drop, which connects the two parts.
Many craftsmen choose alternating current mode when performing semi-automatic welding with carbon dioxide. At the beginning of work, the equipment should be adjusted based on the type of working metal and its thickness. The welding mode will determine the gas consumption, but the wire is consumed, on average, 4 cm per second.
On a note! You can clarify the settings in GOST tables indicating the current mode and standards for each type of metal.
After setting up the equipment and preparing the parts, you can begin joining the surfaces using a semi-automatic machine. Turn on the gas supply, initiate an electric arc by touching the wire to the workpiece. Pressing the Start button on the unit body starts the mechanical supply of the electrode.
The quality of the seams will determine the observance of important nuances during work:
- hold and guide the wire strictly straight, but not close to the workpiece, in order to maintain a good view of the weld pool;
- maintain the required interval between the edges of the parts to be welded when working;
- According to this technology, a product thickness of up to 1 cm requires a gap of no more than 1 mm, and a product thickness of more than 1 cm requires a gap of 10% of this value.
Aluminum processing technology
Semi-automatic welding allows you to weld various types of metals, including aluminum.
Scheme of metal welding with a torch.
But when working with such metal, it is important to follow special rules, since the process is characterized by special properties:
- The surface of aluminum is covered with a thin layer of amalgam with a melting point much higher than that of the metal itself. Therefore, you will need to use an inert gas - argon.
- Aluminum melts quickly and therefore flows. To avoid negative consequences when working with a semi-automatic welding machine, use a backing.
- The welding itself is carried out with consumable electrodes at a constant current of reverse polarity. That is, a negative charge is fixed on the part, and a positive charge on the burner.
The described methods for welding aluminum will allow you to achieve high-quality melting of the workpiece and rapid destruction of the top layer, which will ultimately provide the welder with the opportunity to create reliable welds.
Wire welding
A semi-automatic welding machine allows you to work in a gas environment or without the use of carbon dioxide, helium, or argon.
Connections of metal parts can be made using flux, but this technology is more often used in industrial conditions than in everyday life due to the high cost of flux. To understand the specifics of working with this method, it is worth finding out the main characteristics of the flux. This is a powder that is placed in the middle of the welding electrode.
It melts when exposed to high temperatures and releases a gas cloud that reliably protects the weld pool from the risk of oxidation. In this case, the inert gas from the cylinder is not consumed.
On a note! The main advantage of a powder electrode is that it allows you to cook outdoors and indoors in a draft. And this is impossible with gas welding, since the path will not be of high quality due to the wind.
Experts do not recommend using a semi-automatic machine together with self-protecting electrodes if you have to work with too thin sheets or medium-carbon steel. Otherwise, defects in the form of hot cracks may appear.
And in order to increase the temperature of the welded electric arc for the fastest possible melting of the powder inside the welding electrode, it is worth using reverse polarity.
Types of semi-automatic devices
Units can be industrial, professional or household. The latter are used for repairing fences, car bodies, and other metal structures. The cost of a household welding machine rarely exceeds 20 thousand rubles. A professional unit is used to connect thick pipes and complex structures. The cost of the device starts from 40 thousand rubles.
It is difficult to buy an industrial unit, which is explained by its absence in retail stores and its use in large industries.
Classification by characteristics
The distinctive features of the equipment are the type of power supply and design. Additional features include:
- type of feeding mechanism;
- cooling method;
- operating voltage;
- availability of additional functions.
We recommend reading: The difference between a semi-automatic and inverter welding machine
The devices differ in the type of protective environment.
The devices are also classified according to the type of protective environment: those operating with active gases, those combined with inert substances, and universal. According to their design, the devices are divided into:
- Single-body, where the power source, feed mechanism, and gas valve are located in one block. Single-body semi-automatic machines are equipped with holders for internal or external installation of the reel.
- Double-hulled, where each component is placed in a separate module to which a cable-hose is connected.
Author: Tatyana Currently, mechanized welding is widely used. This is explained by the high maneuverability of semi-automatic machines and the ability to weld in hard-to-reach places. Mechanized welding is widely used on conveyor lines in mechanical engineering when welding the bodies of all types of vehicles and building structures during their preliminary assembly and welding, etc.
Semi-automatic machines for consumable electrode arc welding are classified according to several criteria in accordance with the standard.
According to the method of protecting the welding arc, the following classification of semi-automatic devices :
— in active protective gases (G);
— in inert gases (I);
— submerged (F);
- open arc (O).
According to the method of regulating the electrode wire feed speed, semi-automatic machines with smooth, step and combined control are produced. Semi-automatic machines are also distinguished by the method of feeding the electrode wire: pushing, pulling, universal.
According to the burner cooling method, semi-automatic devices with natural burner cooling (up to 300 A) and with forced cooling (500 A) are produced. The service life of semi-automatic welding machines is 5 years with a change of welding torch every six months. In semi-automatic machines, only the supply of electrode wire is mechanized, which is fed into the arc burning zone through a flexible hollow hose, which is why such semi-automatic machines are called hose-type.
For welding low-carbon and low-alloy steels with a consumable electrode in a carbon dioxide environment in all spatial positions, except for the ceiling, semi-automatic machines of the PDG series are widely used. Stabilization of the output parameters of the power source together with stabilization of the electrode wire feed speed makes it possible to obtain high-quality welded joints.
Semi-automatic machines in this series consist of a feeding mechanism, a DC or pulsed power source, a welding torch, gas equipment and flexible connecting hoses. The semi-automatic machine kit includes a welding torch of the GDPG type. The semi-automatic machine is controlled by a special unit BUSP-2 (control unit for semi-automatic welding machines).
In the setup mode, the control unit performs the following operations: turning on the gas supply to adjust its flow or dosage; setting a given wire feed speed; selection of the working cycle for welding long, short and spot seams.
In welding mode, the control unit ensures the execution of commands to start and stop welding. When the welding start command is received, the gas supply is turned on, then the power source and after 0.5 s the wire feed is turned on. When a command to stop welding is received, the electric motor of the feeding mechanism is turned off and it is braked, the supply of shielding gas and the power source are turned off, and the control unit returns the circuit to its original position. Semi-automatic machines of the PDI type provide welding in a pulsed mode.
The semi-automatic device PDG-516 (PSh-13) can weld with both solid steel and flux-cored wire. For welding in various spatial positions, some types of semi-automatic machines of the PDG series are equipped with a console-rotary device. Such devices make it possible to increase the productivity of welding work both on stationary and mobile installations.
Due to the unification of the main components of semi-automatic machines, universal semi-automatic machines (quickly reconfigurable) are becoming more widespread. One of these semi-automatic devices is PSh-112. The semi-automatic machine is designed for welding with self-shielded and flux-cored wire, but can be easily and quickly converted to carbon dioxide welding with solid wire.
In these semi-automatic machines, using a special control unit, a programmed dependence of the welding current on the brand of electrode wire, its diameter, and welding mode is ensured. This simplifies the setup of the semi-automatic machine. The welding mode can be set by changing the position of the power source voltage regulator knob. The cassette device and control unit are located on a lightweight chassis. The semi-automatic machine is equipped with a four-roller feed mechanism of the “IZAPLAN” type.
https://www.rusarticles.com/oborudovanie-statya/poluavtomaty-dlya-dugovoj-svarki-i-ix-osnovnye-uzly-1139151.html
About the author
Everything for welding
| Marine Diesel Generator 6Ch(N) 18/22 <Previous | Next> Rotation Direction of Motor and Propeller |
Main differences from other types of equipment
Semi-automatic welding machines do not use transformers as current sources. Only inverters and rectifiers are used. Such devices increase speed and improve welding quality. The process is carried out continuously, the parameters do not change, re-ignition of the arc and replacement of the electrode are not required. In addition, the semi-automatic welding technology is different:
- no need to dry and warm up the electrodes;
- the ability to form long welded joints without removing the working tool from the surface;
- automatic control of the supply of consumables taking into account arc parameters;
- constant distance between the rod and the workpiece;
- cleanliness of welding;
- high strength characteristics of the seam.
Feeder
There are several options for delivering wire to the welding zone. Each of them works quite simply. The first, the so-called “push” method, is that the wire feed mechanism pushes it to the torch through a hole in the base of the semiautomatic machine.
The second method, called pulling, ensures the supply of the filler product through a channel equipped in the handle (holder) of the burner. And finally, the combined option involves the integrated use of both methods.
In this case, a special feed unit ensures coordinated movement of the filler material. The combined method is most often used for supply channels of considerable length.
The diameter of the wire fed into a semi-automatic welding machine usually ranges from 0.6 to 2.0 mm. It itself is located on rotating reels, which significantly facilitate its supply to the welding zone.
When using a special flux-cored wire with an internal cavity for flux, there is no need for additional protection, since the gas shell is formed due to the combustion of the flux filler.
There are several varieties of electrode filler material used in the operation of semi-automatic welding machines (steel, copper-plated and aluminum wires).
Each of the names is used in different conditions for fusion of workpieces, under which the welding process usually takes place.
Operating principle of semi-automatic machine
Electric arc welding of metals is carried out with a wire acting as a fusible electrode. It is constantly supplied to the treated area. Maintain the arc length and guide the torch along the joint manually. When working in a protective cloud, the gas flow rate is adjusted on the appropriate equipment. The valve of the welding unit opens automatically.
Electric arc welding is carried out with wire.
Before entering the weld pool, the wire is led out through a hole in the nozzle, which is energized. An arc appears between the working part of the burner and the workpiece. The material melts and forms a seam. Thanks to the nozzle, a protective gas cloud of the desired density and shape is formed. The gas is discharged through a diffuser installed at the point where the tip is fixed. This principle of operation of a semi-automatic welding machine helps to obtain a uniform, strong welded joint.
How does a semi-automatic machine work?
It is not difficult to understand the operating principle of a semi-automatic welding machine. During processing on the welded area
The electrode wire is fed continuously. Therefore, the technician does not need to constantly install new electrodes. During the welding process, heating and deformation of the surfaces being processed occur. An electrical discharge is formed between the energized electrode and the metal, in a mixture of gases and vapors. The quality of the seam is improved due to the inert gas, which prevents the formation of oxides. Gas cylinders are not always used. Sometimes the cooking technique without argon is used. The choice of one technique or another depends on the capabilities of the working equipment.
Important. The welding method is called semi-automatic because the wire is fed automatically, and control of the feed and, in fact, the welding process is carried out manually by the welder.
Just like in manual arc welding, a semi-automatic machine has two poles: positive and negative. The choice of connection polarity depends on the metal being welded. One clamp is attached to the workpiece, the other is fed to the sliding contact of the welding torch.
Important. The tip acts as a welding contact, to which power is supplied from the main unit
The current strength is selected in accordance with the characteristics of the material being processed. Typically, professionals use special tables for calculations or follow the recommendations of the unit manufacturer. The feed speed is set using a gearbox or gear.
We recommend! How to weld PVC fabric with your own hands
Gas semi-automatic machines operate with inert or carbon dioxide. Welding wire for a semi-automatic machine containing magnesium and silicon is loaded, which melts and falls on the area to be welded. At the same time, gas is supplied, protecting the metal part and the electrode from the negative effects of oxygen.
In the case of flux-cored wire equipment, gas is not needed. Flux is a special powdery composition located in the core of the wire. In its composition it is close to electrode coating. During the semi-automatic welding process, the flux burns and a gas is formed, which neutralizes the harmful effects of air. Various types of wire can be used.
Watching this video will help you consolidate your knowledge.
Selecting gas for the device
The protective environment isolates the weld pool and the working parts of the apparatus from the air. When choosing a gas, take into account the composition of the workpieces being welded and their thickness. Based on these characteristics, active or inert substances and mixtures are used. The most commonly used are carbon dioxide and argon. The latter prevents the melt from splashing and improves the quality of the seam. Cylinders of different sizes are available for sale. The larger the capacity, the lower the cost of a liter of gas.
For small operations, mobile cylinders of 5-10 liters are suitable. In this case, it is worth purchasing several containers of gas.
The difference between welding in a gas environment and without
If there is no gas equipment or it is impossible to create a protective cloud, flux-cored wire is used. It looks like a thin tube filled with a mixture of fluxes. This type of wire is more expensive than regular wire and often creates feeding problems. The advantage is the ability to weld parts outdoors, including in windy weather. Fluxed wire prevents metal spattering and can be used to join contaminated workpieces.
In the absence of gas equipment, flux-cored wire is used.
How to choose gas depending on the metal
The table helps you make the right choice.
| Workpiece material | Gas type |
| structural steel | carbonic |
| aluminum and alloys | argon |
| stainless steel | carbon dioxide+argon |
| alloy steel | argon+carbon dioxide |
| structural steel | carbon dioxide+argon |
Welding technology
Let us consider in detail the options for welding using a semi-automatic machine. The process of joining metals automatically can be of two types - welding inside a protective gas, and also using wire with powder (flux).
Welding process in the middle of shielding gas
Several types of gas , but carbon dioxide, helium or argon are more often used. Carbon dioxide and helium have low consumption, and are also the most affordable to purchase. The main purpose of the gas is to protect the welded metal from oxidation, which affects the strength properties of the weld. If carbon dioxide is used, the surfaces that will be joined by a seam must be thoroughly cleaned of rust, dust and paint. It is recommended to use a metal brush in combination with sandpaper for this.
Three types of semi-automatic welding:
- Without separation from the metal body . The seam is applied in a continuous layer from the beginning to the intended end.
- Spot welding . The parts are connected by welding points, at specified intervals, along the entire length of the welded surface.
- Short circuit welding . Basically, this type of welding is automatic, and it is applied to thin sheet metal. The process occurs from electrical impulses that the device generates. The short circuit melts the metal and turns it into a drop that connects the parts together.
Semi-automatic welding using carbon dioxide most often takes place in alternating current mode. Before starting work, you need to configure the semi-automatic welding machine. The parameters are adjusted depending on the type of metal. The gas consumption used depends on the current settings of the device. Unlike carbon dioxide, the wire leaves unchanged - the average consumption is 4 cm per second. The exact settings and material consumption can be found in the device’s passport, where, according to GOST, the standards for each type of metal are indicated.
The equipment is configured and ready for work, the parts have been cleaned, and now you can proceed directly to the welding process. The first thing to do is to unscrew the gas supply valve, and only then ignite the arc. Touch the wire to the metal and start the process. The wire is automatically fed each time you press the “Start” button. What determines the quality of the weld? It is important to keep the wire perpendicular to the workpiece, but not to block the view of the seam bath being poured.
It is necessary to maintain the required gap between the parts that are being welded. According to the technology, it looks like this: with a part thickness of up to 10 mm, the gap should not exceed a millimeter, but if the bodies being welded are thicker than one centimeter, then the gap will be 10% of their thickness. It is good to weld parts in a lying position and on an iron gasket, which is placed below close to the base metal.
How to weld aluminum
The semi-automatic machine is also designed for welding aluminum. But there are nuances in this process, due to the fact that such metal has its own characteristics. There is a thin layer of amalgam on the surface of aluminum. Its melting temperature is more than 2 thousand˚C, while the main body melts already at 650˚C. Therefore, argon acts as an inert gas in this case.
When welding aluminum, a special substrate is used for the work - this prevents it from spreading. The welding process is affected by direct current of reverse polarity - a cathode is attached to the part, and the torch plays the role of an anode. This technique improves the quality of melting of the part, and also quickly destroys the amalgam. Although the oxide layer can be removed by simply cleaning the edges of the parts with a fine abrasive.
Welding without the use of inert gas
A distinctive feature of this welding process is that the work can be done both using gas and welding can be done semi-automatically without gas, using ordinary wire. A popular method of welding parts is a seam coated with flux. But more often this method is used in industrial settings, since flux is an expensive material.
Under the influence of a high melting point, the powder creates a cloud of gas, which protects the weld pool from oxidation. And the tap on the inert gas cylinder is closed at this time. The main advantage of flux-cored wire is the ability to carry out the welding process even in strong winds. And in the case of supplying gas from a cylinder, the wind will be a hindrance.
But there are cases where the use of cored wire is not recommended: thin sheet metal and medium carbon steel. There is a danger of defects that may appear in the form of hot cracks. To increase the temperature of the welding arc and high-quality melting of the flux, you need to use the already known technique with reverse polarity - the cathode is placed on the part, the holder with the wire will act as the anode.
Types of wire and choice
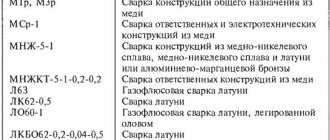
In connection with the spread of semi-automatic welding, enterprises began to produce different types of consumables for it. Selecting the right wire increases speed and efficiency and ensures safe operation. GOST 2246 specifies the basic requirements for the composition of the material. Among the many types of wire, welders choose only certain brands. The rest are considered highly specialized.
| steel grade | Wire type |
| structural, carbon, low-alloy | SV-08, SV-08G2S, ER-70S-6 |
| 08Х12, 08Х17Т | SV-12Х13, SV-10Х17Т, SV-08Х14GNT |
| 03Х18Н11, 08Х19Н10Т, 12Х18Н10Т | SV-01Х19Н9, SV-06Х19Н9Т |
Metal thickness and wire diameter
The characteristics of the consumable material depend on the dimensions of the parts being connected. Manufacturers offer wires with diameters from 0.3 to 12 mm. The size is chosen taking into account the dimensions of the workpieces. For example, when welding parts with a thickness of 3-5 mm, wire with a diameter of up to 2 mm is used. The choice of material is also determined by the current strength. To reduce the cost of work, additive consumption is controlled during the welding process. It depends on the type of alloy and the characteristics of the filler material.
We recommend reading: How to assemble a homemade semi-automatic welding machine
Aluminum welding
The use of shielding gases in semi-automatic welding makes it possible to perform high-quality connections of aluminum parts in this way. Welding aluminum is a rather complex process even for an experienced specialist; it will be even more difficult for novice welders to complete such work.
How to semi-automatically cook aluminum parts:
- the surface of the welded parts is cleaned from the oxide film;
- the workpieces are heated in a furnace or using a gas burner;
- the welding machine is switched on to high-frequency alternating current mode;
- a cylinder with argon or argon-helium mixture is connected;
- The arc is ignited and its length is maintained in the range of 12-15 mm.
In this way, parts made of this low-melting metal are welded. To perform the work, you will need to purchase aluminum products as filler wire. And to ensure stable wire feeding, the device must be equipped with a larger diameter nozzle.
Video:
Conclusion
For novice welders, you learned how to weld semi-automatically with carbon dioxide correctly from this article. To consolidate the information received, it is recommended to immediately begin practical exercises and carry out a trial connection of parts using this method. Video lessons will allow you to quickly master a semi-automatic machine at home.
It is recommended to start welding aluminum and other non-ferrous metals only after welding of ferrous metals is well mastered. This article tells you how to cook stainless steel with a semi-automatic machine.
Storage and maintenance of a semi-automatic device
A welding unit is complex equipment. The more expensive the device, the more difficult it is to maintain and repair. The frequency of malfunctions directly depends on the complexity of the design. The standard transformer is simple and durable. It can be repaired in a home workshop using cheap parts. This does not apply to the semi-automatic unit. It is based on electrical circuits with transistors that are sensitive to humidity and dirt. The performance of the device depends on proper storage and use.
The welding unit is difficult to maintain and repair.
Twice a year the device is delivered to the service center. Specialists clean the case of dust by blowing it with compressed air. Check the functionality of the device, bring connections, nuts, terminals and bolts into the appropriate condition. When not in use, the inverter-type welding unit is stored in a cardboard box wrapped in plastic film.
Do not leave the device in an unheated room. If possible, the unit is stored in a house or apartment.
About semi-automatic welding
Learning how to operate a welding machine helps you learn the basic steps of the process. As an example, you can use an inverter-type semiautomatic machine with a synergetic control unit. The kit includes a grounding cable, a wire with a holder, and a torch.
Preparing for work
The unit is assembled as follows:
- The gas cylinder is equipped with a reducer. Connect the supply hose to it.
- Connect the gas pipe to the semiautomatic device. Connect the burner to the connector on the front side of the housing. Connect the ground wire to the negative terminal.
The gas pipe is connected to the semiautomatic device.
The installation of a reel with consumables in a welding unit is carried out as follows:
- Place the coil in the apparatus and secure it. Release the end of the wire and pinch it off with side cutters.
- Pull the material through the groove of the roller and bring it to the guide sleeve of the connector. The end should protrude 20-25 cm.
- Fix the pressure roller, setting the required force.
- Remove the burner nozzle. Remove the contact tip. Install the burner and press the feed button. When the required amount of wire appears, install the nozzle and tip. The material overhang should be 0.5-1 cm. To obtain this value, cut off the excess wire.
After completing these steps, the device is considered ready for use.
Setting up the welding machine
To consider the example in detail, you need to know not only the type of unit, but also the conditions for its use. As welded workpieces, you can use 2 plates of structural steel with a thickness of 2.5 mm. For work, a wire with a diameter of 1 mm, a mixture of carbon dioxide and argon is used. The setup is done like this:
- Set the gas flow rate to 10 liters. This is sufficient for welding workpieces of small thickness. If too much gas is supplied, turbulence may occur, leaving the work area unprotected.
- Select the welding mode. In this example - MIG SYN. Set the type of gas - a mixture of carbon dioxide and argon.
- Set the wire diameter to 0.8 mm. Set the 2-stroke operating mode of the burner. When forming a long seam, the 4-step method is chosen. In this case, the start button is pressed once and then released.
- Set the current strength. In the case of parts with a thickness of 2.5 mm, it is 100 A. The arc voltage is set automatically. However, the welder can change the parameter based on the speed of his work.
- Adjust the inductance. The rigidity of the arc, the depth of impact, and the shape of the roller depend on this indicator.
You need to know the conditions for using the unit.
You can quickly adjust the performance of the device taking into account the thickness using the table.
| Workpiece thickness, mm | Current strength, A | Wire diameter, mm |
| 1,5 | 70-80 | 0,8 |
| 2 | 90-110 | 0,8 |
| 3 | 120-140 | 1 |
| 4 | 140-160 | 1 |
| 5 | 160-200 | 1,2 |
Semi-automatic welding modes
The process is carried out with reverse polarity current using steel wire. The flow of electrons from the part is directed from the part to the electrode, which becomes very hot. When filling the device with a powder additive, the polarity is reversed, which is explained by the properties of the material. Semi-automatic machines provide feedback on the speed of wire withdrawal and current strength. This helps to implement the desired welding mode.
In addition to the standard one, you can use the pulse method, which increases the productivity of the device.
Influence of welding speed on seam quality
The quality of the weld depends on how quickly the welder moves the torch along the joint. Experienced welders know how to choose the speed taking into account the width of the seam and the thickness of the part. Working too quickly will cause the melt to splash. Seams and joints are weak and uneven. Slow operation of the burner increases the width of the melted area and contributes to the appearance of burns.
We recommend reading Instructions for semi-automatic cooking
The quality of welding depends on speed.
How to move the burner
There are several movement options to form a weld:
- When working with thin parts, move the burner in a zigzag manner. This way the arc acts on both edges. The seam is strong and airtight. In addition, in this case, burns do not form.
- Experienced welders use the direct method. In this way, workpieces of any thickness are cooked. The master must control the uniformity of gripping the edges.
- When forming long seams, weld in small stitches, moving the torch from one end to the other. This eliminates overheating of the metal and thermal deformation of parts.
Step-by-step instruction
Semi-automatic welding is performed as follows:
- Prepare equipment for work. Set up the device by setting the desired mode.
- Prepare the parts by cleaning them from contaminants. Cut the edges of thick workpieces.
- Fix the parts in the desired position. Welding is carried out so that the area being treated is visible to the master. The distance between the edges of workpieces 1 cm thick is 1 mm. The gap should not increase during the welding process.
- Place a substrate under the parts to prevent the melt from spreading.
- Light the welding arc. Guide the burner along the seam. With a large wire diameter, oscillatory movements are performed, accelerating the heating of the edges.
Semi-automatic welding modes - theory and practice
Semi-automatic welding involves the ability to set the settings yourself. A person can change 4 main parameters - melting speed, height of the seam and wire feed, direction of movement of the electrode. Also, craftsmen must be able to adjust welding torches for semi-automatic machines. The mode is selected taking into account the thickness of the metal sheet and GOST. Due to the use of gas, the heat affected area is reduced. Therefore, it is possible to apply several sutures without deforming the metal.
The welder must remember all operating parameters by heart. The following semi-automatic welding modes are distinguished:
- cyclic - use a short arc
- pulse
- spot
- constant circular movement of a metal sheet
- jet movement of the workpiece
Helpful information. If the thickness of the part is more than 5 millimeters, you will have to process it in several steps.
To operate in accordance with GOST requirements, an inert gas is required - argon or helium. Sometimes mixtures of these two gases are used. Otherwise, not only does the quality of the weld decrease, but the likelihood of injury and burns to the worker increases. Welding of low-alloy steels is carried out in a carbon dioxide environment. Therefore, it is important to correctly determine the required volume of the cylinder and constantly monitor the flow of gas.
We recommend! How to cook semi-automatically with carbon dioxide
Feed mechanism
A special feeding mechanism for a semi-automatic machine is designed for drawing wire. It reduces the consumption of welding wire. Modern models are equipped with electronic controls, so they are easy to use. Some have the ability to record more than five welding mode programs. Expensive models usually have several additional regulators. The wire is pulled through the torch channel by rollers for semi-automatic welding machines. At the same time, the consumable is supplied at a speed specified by the welder. There are 3 modifications of feeding mechanisms to choose from:
- Push - used quite often, but has limitations on the length of the hose. Inconvenient if you need to weld parts located at a distance from the power source.
- Pulling action – a long hose can be connected.
- Combined - combines the advantages of the previous two varieties.
After setting the semi-automatic welding modes, you can proceed to a test run. Cooking is carried out on a small workpiece. If the quality of the seam is satisfactory, you can start working. When the result is not satisfactory, the device is re-adjusted. It is very important to make the correct adjustment so that the arc does not break and the seam is even.
For the intricacies of setting up the mechanism, watch the video:
Advantages and disadvantages of the device
The positive qualities of semi-automatic equipment include:
- ease of setup and use;
- increased productivity;
- the ability to weld parts installed in any position;
- minimal likelihood of seam defects;
- ease of welding of thin parts;
- insensitivity to dirt and corrosion on parts;
- preservation of protective coatings when using copper-plated wire;
- strength, aesthetics of the resulting connection.
Positive qualities include the ease of setting up the device.
The disadvantage is the dispersion of the gas cloud when working outdoors. In addition, the device requires regular maintenance.
Criteria for choosing a semi-automatic welding machine
When purchasing equipment, consider:
- Input voltage, power supply power. The limiting current strength depends on the latter. This indicator, in turn, affects the diameter of the additive, the thickness of the parts being connected, the dimensions and weight of the device.
- A set of basic and additional functions. For example, welding without gas helps eliminate the use of semi-automatic mode when performing simple operations. This reduces the consumption of auxiliary materials.
- Terms of Use. For welding in dry rooms, units with degree of protection IP21 are used. A device operating in conditions of average humidity must be marked IP22.
- Welding sleeve length. If the device is light in weight, 2 m is enough. In other cases, a longer sleeve may be needed.
Which semi-automatic welding machine to choose?
Budget models of semi-automatic machines
There are no domestic devices in this segment. Units assembled in China using Russian technologies are popular. Many devices have been in use for decades, which has allowed them to gain the trust of welders. The best brands are:
- "Bison";
- "Resanta";
- Wester;
- Aurora;
- "Interskol";
- "Leopard".
Semi-automatic welding machine Aurora.
Semi-automatic welding bar Bars.
Semiautomatic welding machine Interskol.
Semi-automatic welding machine Resanta.
Semi-automatic welding machine Wester.
Semi-automatic welding device Zubr.
All devices are equipped with inverter power sources and a manual welding function. The input voltage is 220 V.
Professional equipment
This segment includes units from leading brands. An analysis of user reviews helped to compile a table of the best models costing 60-110 thousand rubles.
| Name | power, kWt | Current strength | Open circuit voltage | The diameter of the wire | Mon (%) | Weight, kg | Average cost, rub. |
| Fubag Irmig 250 T | 8 | 30-250 | 79 | 0,6-1,2 | 40 | 28 | 62000 |
| ESAB Caddy Mig C200i | 5 | 30-250 | 60 | 0,6-1,2 | 45 | 11,5 | 75000 |
| Bluweld Starmig 200 | 5,5 | 5-200 | 67 | 0,6-1,2 | 30 | 23 | 80000 |
| Cedar 8005048 | 23 | 500 | 75 | 1-1,6 | 100 | 50 | 105000 |
| Kemppi MinarcMig Evo 200 | 6,2 | 20-200 | 75 | 0,6-1 | 35 | 13 | 107000 |
All units included in the rating can operate in manual mode. Bluweld Starmig 200 is equipped with a argon arc welding function.