In the material:
- Tap design
- Marking of taps
- Classification and types of taps
- Main types of tapping threads
- What are taps made of?
- Standards for hand and machine taps
- Useful tips for using taps
- Where can I buy the necessary taps?
Taps are special devices
, designed for cutting and calibrating internal threads. Below we will look at all the features of these metal-cutting tools. After reading the article, you will receive answers to the following questions.
- What threads can be cut using a tap?
- How are these instruments labeled?
- What parts do taps consist of?
- What materials are used to produce these metal-cutting tools?
- What types of taps exist by design and purpose?
Photo No. 1: set of taps
Tap design
The tap consists of a working part and a shank.
Image #1: Tap design
The working part of the tap is arranged as follows.
- Fence part. It is this that begins to come into contact with the metal and forms the first turns of the thread.
- Calibration part. Brings carving to perfection.
The shank is designed to secure the tool. To prevent rotation, a special square is provided.
The calibrating part of the tap has grooves. They perform two functions.
- Removal of chips from the processing zone.
- Supply of lubricant and cooling fluid.
The following types of grooves exist.
- Grooves having straight front and radius back surfaces. Most taps are produced with these grooves.
- Grooves having straight front and back surfaces. Taps of this type are used for cutting nut threads.
- Uniradial grooves. They have calibration type taps
Classification and types of taps
Let's talk about the classification of taps in detail. Tools are divided into types depending on such basic characteristics as:
- appointment;
- design features;
- types of threads to be cut.
Classification of taps by purpose
According to their purpose, taps are divided into 4 types.
- Manual. These are metalworking taps, for the rotation of which special cranks are designed. Typically, a set of several tools is used to cut any thread. Each of them removes only part of the allowance from the workpiece.
Roughing taps have one line on their shanks, intermediate taps have 2, and finishing tools have 3.
Depending on the direction of rotation, the taps are left-handed or right-handed.
Photo No. 2: hand tool taps
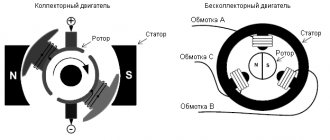
- Machine taps. They are used for processing workpieces on turret, aggregate, drilling and lathe machines. The use of machine taps in mass or batch production gives the required productivity. Threads up to 3 mm using a machine tap are cut in one pass.
Photo #3: machine taps
- Broach taps. These are special machine tools designed to cut large profile threads in one pass. They are characterized by increased rigidity and have a very precise design. Taps of this type work not in compression, but in tension. The length of the working parts is increased.
Photo No. 4: broach taps
- Nut taps. As the name suggests, tools of this type are used for cutting threads in nuts. Nut taps installed on drilling machines have long, straight shanks. After cutting the thread, the tool is removed and the nut is simply shaken off. Devices installed on automatic threading machines have curved shanks. From them, the processed nuts fall into the prepared container.
Photo No. 5: nut tap for automatic threading machine
Classification of taps by design and features
Let us list the types of devices and briefly talk about them.
- Taps with helical flutes. Such devices are usually used for machine cutting of blind threads. The screw arrangement of the grooves for chip removal ensures that the required amount of cutting fluid is supplied to the cutting zone. This significantly improves processing efficiency and extends tool life.
Image No. 2: a tap with helical flutes and for chip removal
- Taps with shortened flutes. They are also called grooveless. Devices of this type are used for processing workpieces made of high-strength alloy steels, tough low-carbon materials, and aluminum-based alloys.
Image No. 3: design features of a grooveless tap
- Taps with staggered cutting teeth. This design reduces friction when processing workpieces. The teeth on the intake part are arranged according to the classical pattern, and on the calibrating part - every other one.
Image No. 4: design of a tap with staggered teeth
- Combined drill-tappers. When processing parts with devices of this type, 2 operations are performed simultaneously - drilling a hole and cutting a thread. This approach allows you not to think about the relationship between the diameter of the drill and the diameter of the tap.
Photo No. 6: combination drill-tappers
Also study the diameter correspondence table.
Image No. 5: standard diameters of drill taps
- Bell taps. Designed for cutting large diameter threads (from 50 to 400 mm). The devices have prefabricated structures.
Image #6: Bell-type tap design
- Step type models. The working parts of such taps are divided into sections that perform specific functions. For example, the first is cutting, and the second is smoothing.
Image #7: Step type tap design
- Taps with internal cavities. They are needed for cooling and chip removal. These taps are characterized by increased productivity and are used for cutting blind threads in blind holes. Prefabricated models are the most widespread.
Image #8: Hollow taps
Types of taps for threading
Depending on the cutting method, there are the following types of taps: hand-held, machine-handled and machine-operated. Manual ones are equipped with a square tail for fixation in the collar; they are available in 2 and 3 sets. Machine-hand taps can be installed both in the driver and in the machine chuck. For cutting threads in a through hole, they are produced with six threads on the working part, for blind holes - with three. Machine taps are designed exclusively for installation in the machine chuck and have helical and shortened flutes.
Let us briefly list some special types of taps:
- Nuts - have a long tail for stringing nuts, which allows you to cut threads in several products without turning the tool out. Designed for machine cutting.
- Taps for left-hand threads - designated by the letters LH, have the same pitch and diameter as a tool with a metric thread.
- Inch taps are a tool for cutting threads in the inch measurement system. Available in 2 or 3 sets in three accuracy classes.
- Pipe taps - allow you to cut pipe threads with an inch measurement system in the range from 1/8 to 2 inches. Available in manual and machine-manual versions, in two sets with sharp and blunt entry.
- Conical taps - used to prepare the appropriate type of metric (K) and pipe (Rc) threads. They are distinguished by the presence of an elongated initial intake part with an incomplete thread, gradually turning into a full one.
Main types of tapping threads
Most often, taps are used to cut threads of three main types. The following types of tools are used.
- Metric taps. Designed for cutting metric threads. This is the most common type of fastening connections.
The metric thread profile is an equilateral triangle. The apex angle is 60°. The tops of the protrusions are cut off.
Image #9: Metric thread profile
- Inch taps. The working parts of such devices have a conical shape. The inch thread profile looks like this.
Image No. 10: inch thread profile
Diameter is measured in inches and pitch is measured in threads per inch.
- Cylindrical and conical pipe taps. Used to create reliable pipe connections.
Image #11: Pipe thread profile
- Check out the standard specifications for the types of threads listed above.
Image #12: Standard specifications for metric, imperial and pipe threads
Using this table, craftsmen select thread-cutting tools.
Preparing to cut internal threads
In order for the thread to be cut without problems, it is necessary to carefully prepare the hole.
A table of correspondence between drill diameters and a specific tap for metric, inch, pipe and trapezoidal threads is given at the link.
Download the table of threaded hole diameters
The drill must match the material of the part and be properly and well sharpened. The sharpening angle should be no more than 140°. This avoids overheating and involuntary heat treatment of the part material, leading to deterioration in thread quality.
The drill must be carefully secured; it is necessary to prevent runout of both the drill in the chuck and the chuck itself.
When drilling blind holes, you need to carefully control the depth and be sure to give an allowance in depth relative to the specified cutting depth - even the best tap will not cut the thread to the end.
You will need the following tools and supplies:
- Low speed drilling machine. The use of hand drills is not recommended.
- Drill selected according to the table.
- A drill of a larger diameter (about twice as large) for countersinking.
- Set of taps with a collar.
- Vise for securing the part.
- Core and hammer.
- Mineral oil to lubricate the tap and hole during operation.
- Wiping material.
The rules for cutting pipe threads generally coincide with those stated above, only for cutting large diameters special equipment is used for more accurate alignment
What are taps made of?
Let us tell you what steels most taps are made from.
- High carbon tool steels. These are U10A, U12A and other brands. Hand taps are made from such steels.
- High speed steels. The most widely used brands are R6M5 and R6M5K5. Machine taps are made from these steels.
- Hard alloys. They are used for the production of taps intended for cutting internal threads in workpieces made of difficult-to-cut materials.
Useful tips for using taps
- Select devices that are suitable in size and characteristics for the job.
- For more accurate positioning, craftsmen recommend mounting the tap shanks in chucks with floating, self-centering and reversible properties.
- Pre-chamfer all workpieces to be processed.
- A part made using casting or stamping technology must be prepared for threading. Holes are countersinked or drilled to increase diameters.
- Do not neglect the need to use cutting fluids.
- To cut threads in deep holes, use taps that are longer than the cutting depth.
Basic rules for cutting internal threads
To properly cut a thread with a tap, you must adhere to the following recommendations:
- Drill a hole of the required diameter. In fact, this is the main stage, because if you make a mistake, you will either get a loose thread or break the tap due to overload. For the most common, metric threads, the diameter table is given below. For a rough estimate, you need to subtract the thread pitch from the thread diameter. Drilling must be strictly perpendicular to the plane.
- To cut manually, we perform reciprocating movements - two turns forward, one back.
- After passing with a rough tap, we repeat the procedure with a finishing one.
- When cutting in a deep hole, it is necessary to periodically completely unscrew the tool and clean the grooves.
- To tap into a blind hole, its length must be greater than the planned thread length.
- When cutting threads in deep holes, be sure to use a lubricant - emulsion, kerosene or linseed oil.
Read also: How to check a car’s generator for performance
Where can I buy the necessary taps?
You can buy taps of various types directly from us at a profit. On the pages of the catalog you will find a wide range of top quality tools from leading domestic and foreign manufacturers.
Our advantages include:
- low prices;
- Fast shipping;
- discounts for regular wholesale customers;
- Possibility of purchasing any instrument to order.
You can order dies, sets of taps and other devices by phone or on the website. If you have questions, ask them to a RINCOM specialist. An experienced master will definitely help you.