Проведение работ по рихтовке автомобильного кузова зачастую сводится не только к основным навыкам в работе со стандартным инструментом. Почти всегда потребуется знание особенностей конструкции, геометрии деталей кузова да и соблюдение банальной точности играет не последнюю роль. Даже при обладании весьма богатым опытом и познаниями в данном деле, потребуется применение специального инструмента, коим выступает споттер.
Споттер – общие сведения
Этим словом во всем мире называют все виды инструментов контактной сварки (от английского spot — «точка»). На бывшем постсоветском пространстве так именуют аппараты односторонней сварки, используемые для ремонта поверхностей кузова разных видов ТС, и в комплект которых входит обратный молоток. Основной целью применения споттера является пресечение необходимости замены поврежденной детали, проведение вместо этого ее точечного ремонта, что позволяет сэкономить на текущих расходах.
Любому профессиональному рихтовщику известно, что точечная сварка незаменима при сложной геометрии кузова. Поверхность на машине с помощью данного инструмента обрабатывается в любых местах вне зависимости от труднодоступности. Работа с инструментом достаточно проста и не требует длительного обучения – именно поэтому аппараты и получили широкое распространение.
Прибор, по сути, является универсальным – хорошо подходит для рихтовки кузовных деталей, как то: капот, пороги, двери, крылья и т.п. Главная функция прибора – создание усилия выпрямления с фиксацией на наружной стороне детали.
Точечная сварка в ремонтных работах
Контактный сварочный аппарат применяется для восстановления поврежденных частей кузова и других деталей автомобиля. Методика точечной сварки способствует кристаллизации обрабатываемого металла, за счет чего формируется прочный, надёжный и долговечный шов.
Именно поэтому, если в работе вам требуется контактная сварка – купить лучше всего качественный споттер на микропроцессорном управлении. Такие изделия широко применяются в профессиональных автомастерских, и характеризуются обширным спектром преимуществ:
- высокая эффективность работы;
- простата применения, обслуживания и профилактики;
- длительный срок службы;
- компактные размеры;
- сравнительно невысокая энергоемкость.
Таким образом, аппарат точечной сварки, используемый квалифицированным персоналом, позволяет существенно повысить качество выполнения многих работ. Тем самым мы гарантируем положительные отзывы клиентов и повышение из лояльности – а значит, и повторные обращения именно в наш сервис.
Принцип работы и устройство
Если в двух словах, то с помощью споттера нагревается небольшой участок элемента кузова, который необходимо избавить от непредусмотренной конструкцией деформации. При этом самому автомобилю причиняется минимум повреждений.
Простейший споттер-инструмент состоит из:
- Корпуса;
- Электрического кабеля;
- Насадки-стаддера;
- Обыкновенного электрода (его возможно заменить заостренным крутом).
Любой кожух, который будет достаточно безопасен при выполнении работ, может играть роль корпуса. Споттер можно изготовить и самостоятельно, но подобный аппарат вряд ли справится с долговременными условиями работы – к такому приспособлены лишь фабричные модели.
Порядок по свариванию предусматривает следующие шаги:
- К поврежденному месту крепится (приваривается) крепежный элемент;
- Обратный молоток аппарата цепляется на фиксатор;
- Вытягивание производится за счет мускульной силы человека, но иногда используются и дополнительные инструменты.
Сам процесс обработки не требует приложения особых усилий и рихтовку вполне возможно осуществлять в условиях стандартного гаража.
Устройство и характеристики
Споттер – это оборудование, предназначенное для кузовного ремонта автомобиля за счет использования технологии точечной сварки. Такой аппарат позволяет выравнивать вмятины и прочие кузовные повреждения с внешней стороны без необходимости разреза металлической конструкции кузова или отдельной детали авто.
Технология, которая используется в споттере – это сварка сопротивлением. Все управление оборудованием происходит с помощью микропроцессора, к которому подключена панель с регуляторами настроек.
Если говорить простыми словами, то споттер для кузовного ремонта – это один из подвидов сварочных аппаратов. Основное его отличие от классической сварки заключается в том, что импульс сварочного тока формируется за счёт разряда конденсатора большой ёмкости и действует в течение очень короткого промежутка времени, настолько короткого, что даже краска с обратной стороны не успевает обгореть.
Для чего нужен споттер? С помощью данного устройства вытягивают двери авто, крышу, бампера и прочие кузовные элементы, и при этом, не тратя время на их снятие, разборку и выравнивание с обратной стороны. В любой автомастерской, которая занимается кузовными работами без качественного спотта не обойтись. Такой аппарат ускоряет ремонтные работы.
Настройки, которые присутствуют на корпусе споттера, задаются исходя из следующих параметров:
- толщины металла детали.
- тип насадки.
- временного интервала проведения работ.
- мощности.
Из дополнительных приспособлений, которые используются вместе со споттером, выделяют:
- струбцины.
- точечные крепежи споттера.
- электроды.
- приспособления для удаления вмятин.
- элементы для вытягивания ребер.
- насадки в виде полумесяцев и шпилек.
Применяя данный аппарат, вы сохраните заводские швы, и при этом результат будет высокого качества.
От направленности ремонта такое сварочное оборудование разделяют на несколько категорий:
- для рихтовки кузова и отдельных деталей автомобиля. Это компактный ручной инструмент, в комплекте с которым поставляется обратный молоток и набор насадок.
- для контактной сварки кузовных панелей с использованием клещей. В эту группу включают маломощные споттеры которые направлены на контактное точечное сваривание.
Работают они примерно одинаково, но некоторые мастера говорят, что более качественные швы получаются именно от споттеров подключенных к 380В.
В основной комплект поставки такого оборудования входят:
- крепежные элементы. Петли, волнистая проволока и прочее.
- обратный молоток.
- клещи пневматического типа.
Все дополнительные комплектующие, для осуществления сложного кузовного ремонта, можно найти в любом интернет магазине профильного направления. Старайтесь не экономить на оборудовании, ведь от качества его изготовления зависит и тот уровень работ, который вы будете предлагать клиенту.
Вы вполне можете проводить ремонтные работы с помощью споттера своими руками, нужно лишь изучить теорию и немного попрактиковаться на тестовых поверхностях.
Алгоритм работы тут будет следующий:
- Зачистка обрабатываемой поверхности. Вам нужно с помощью шлифовальной машинки и наждачной бумаги снять слой ЛКП с поврежденного участка кузова, где вы будете приваривать шайбы для вытягивания вмятин.
- К детали, которую ремонтируем, подключаем заземление. Важно! Если вы будете выравнивать деталь прямо на кузове авто, без снятия, то обязательно снимите клеммы аккумулятора, чтобы избежать замыкания электроники.
- Используя споттер, в местах вмятин и повреждений привариваем крепежные элементы, за которые в итоге будем тянуть металл, к его исходной форме. К таким крепежным элементам относят: шайбы, шпильки, треугольники, «змейки».
- Применяя обратный молоток, который обычно поставляется в комплекте со споттером, вытягиваем поврежденные участки кузова. Помимо обратного молотка можно использовать цепи, тросы, стапель, лом и прочие приспособления, с помощью которых можно тянуть металл.
- После выравнивания снимаем крепежные элементы путем их выкручивания.
- Зачищаем место сварки и приступаем к этапу обезжиривания и шпаклевания поверхности детали.
На этом ремонтные кузовные работы завершены, и далее уже будет идти этап нанесения нового ЛКП.
Видео примеры работы с таким оборудованием.
На рынке сейчас много предложений, есть как известные и дорогие производители, так и более дешевый ценовой сегмент. Широко развит и рынок б/у споттеров.
На данный момент можно выделить несколько основных торговых марок:
- Споттеры Holex, которые производятся немецкой компанией Хоффман. Это качественное оборудование, которым пользуются авторитетные автомастерские.
- Французский производитель Gys. Пример их аппаратов Gyspot, которые используются для сварки звезд и колец, вытягивания небольших вмятин, сварки волнистой проволокой для рихтовки округлых поверхностей.
- Китайские споттеры марки Solary. Невысокая цена и оптимальное качество, делают это оборудование очень востребованным на рынке среди новичков.
- Итальянское оборудование фирмы Deca. Имеет встроенный микропроцессор, который позволяет осуществлять автоматические настройки в различных условиях работы, напрмиер от толщины металла.
- Украинские споттеры «Темп». Доступная цена и неплохая комплектация.
А каким споттером пользуетесь вы? Напишите марку и краткий отзыв о работе с данным оборудованием. Заранее спасибо за ответ. Такой совет будет полезным для начинающих мастеров.
Что здесь важно?
Работа споттером подразумевает нагревание небольшого участка кузовного элемента, влияние приносит минимальные повреждения автомобилю.
Читать далее: Ловля окуня зимой на балансир — ТОП уловистых приманок
Алгоритм работ по свариванию включает этапы:
- К месту повреждения приваривается крепежный элемент.
- За фиксатор зацепляется обратный мотолоток.
- Вытягивание выполняется вручную, но нередко используются и вспомогательные инструменты.
Рихтовка споттером выполняется без больших усилий, это позволяет выполненять ремонт в условиях любого гаража.
Схема элементарного агрегата:
- корпус;
- кабель;
- стаддер (насадка);
- электрод (можно заменить острым крутом).
Любая коробка выполняет роль корпуса, к которой крепятся все компоненты устройства аппарата.
Основным элементов конструкции является пистолет сварочного аппарата. Самодельный вариант не позволяет добиться длительной работы и несколько уступает по характеристикам, но пригоден для работ с небольшими объёмами рихтовки. Долговременная работа реализуется в фабричном устройстве.
Самое большое преимущество споттера — это то, что усилие прикладывается только к внешней стороне поверхности поврежденной детали
Споттер состоит из модуля сварочника для контактной сварки, причем это может быть вариант как на постоянном, так и на переменном токе.
К этому блоку примыкает провод массы (заземления) и кабель, заканчивающийся специальным сварочным пистолетом.
На конце последнего, в зависимости от особенностей работы, закрепляются различные насадки.
На лицевой панели сварочника находятся элементы управления для настройки различных сварочных режимов, мощности, силы тока, а продвинутые агрегаты имеют еще и дисплей, отображающий реальные рабочие параметры, позволяющий выполнить тонкую отстройку оборудования и контролировать ход процесса.
Работа споттера выглядит следующим образом:
- Из автомобиля извлекается аккумулятор.
- Провод заземления фиксируется на кузове.
- Пистолет с насадкой подносится к участку ремонта.
- Электрическая цепь замыкается посредством нажатия курка, что приводит к подаче тока.
- В месте контакта насадки с кузовом происходит повышение температуры до того момента, когда электрод приваривается к металлу, но при этом исключается перегрев детали и ее сквозной прожиг.
- Селедующим действием вмятину вытягивают.
Материал
Начинка современных споттеров спрятана в корпусе из листового металла или алюминия, иногда используются отдельные элементы, полностью изготовленные из ударопрочного пластика, вроде задней крышки и ручки для переноски.
Лицевая панель металлическая, подстроечные ручки также могут быть изготовлены из металла или пластика.
На днище сварочника крепятся ножки с резиновыми накладками, что повышает его устойчивость.
Визуально аппарат сильно напоминает сварочный инвертор.
Некоторые модели для удобства их перемещения по мастерской собираются на основе вертикальной металлической тележки с колесиками.
Размеры и вес
В зависимости от конструкции, вес споттера может колебаться в широких пределах.
Переносные варианты имеют массу в среднем 14 – 25 кг, а модели, собранные на тележке, могут весить вплоть до 90 – 100 кг.
Как правило, габариты споттера находятся в следующих пределах:
- для переносных вариантов (мм) – 210 — 390х 260 — 360 х 155 — 240
- для моделей с тележкой (мм) – 1000 — 1800 х 500 — 600 х 700 — 950
Современные споттеры оснащаются электронным управлением, которое позволяет просто выбрать из имеющихся режимов функционирования и выставить требуемое время контакта, по истечении которого аппарат самостоятельно прекратит подавать напряжение на пистолет.
Режимы работы устройства нумеруются и дополнительно обозначаются соответствующими значками.
Различают следующие основные рабочие режимы:
- Сварка выполняется обратным молотком или пуллером, а сам режим предназначен для устранения вмятин малого диаметра и небольшой глубины.
Учитывая, что подобное повреждение встречается крайне часто, именно в данном режиме выполняется больший объем работы, тем более, что современные материалы, из которых изготавливаются кузова авто, легко возвращают первоначальную форму за счет упругости. - Посредством специальных электродов выполняется приварка к металлу какого-либо тянущего элемента. За счет этого можно исправить значительные дефекты, например, восстанавливать замятые ребра и пороги.
- Применяется омедненный электрод малой длины, которым осаживаются выпуклости, образованные, например, клеммой массы.
- Применяется для разогрева приличной площади поверхности посредством угольного электрода. Если вытягивать большую поврежденную поверхность, образуется так называемый “хлопун”, который в этом режиме и устраняется за счет осаживания металла.
- В процессе ремонта часто приходится удалять крепления, например, молдингов. По завершению работ их необходимо приварить, для чего используются омедненные электроды.
- Режим подходит для вытягивания металла крюками и кольцами посредством молотка обратного типа весом 2,5 кг, но основное его назначение – приварка шайбы крепления клеммы массы.
- Применяется омедненный электрод, имеющий магнит, посредством которого удерживается привариваемый болт. Он используется для приварки болтов, установки клемм массы, тормозных трубок.
Виды споттеров
Всего различают две основных разновидности инструментов: трансформаторные и инверторные. В зависимости от способа и области использования выделяют еще два класса: для сваривания кузова по контактному методу и для рихтовки.
Рихтовочные споттеры представляют из себя небольшие аппараты, предназначенные для мелкой работы. Они требуют обязательной установки обратного молотка и дополнительных насадок для выполнения ремонта. Кроме того, конструкция может включать специальные клещи. Однако, многие из данных устройств обладают малой мощностью, предрасположены к скорому перегреву, поэтому не способны обеспечить качественную сварку.
Кроме всего, оборудование точечной сварки может быть классифицировано по потребляемому напряжению питания от электрической сети. Стандартные инструменты рассчитаны на 220В, а самые мощные на 380В.
Как сделать споттер из полуавтомата
Споттер – это сварочный агрегат, используемый специально для организации точечной сварки, а также позволяющий заниматься работами по рихтовке тонких листовых заготовок.
Особо распространен этот вид сварки в мастерских, сотрудники которых занимаются рихтовочными работами, требующими предварительной разборки кузова.
Использование споттера позволяет избежать обязательного демонтажа несущих частей автомобиля и выполнять рихтовку поверхностей, обходясь без обратного молотка (рисунок далее по тексту).
В данном случае сварочная процедура применяется с целью точечного закрепления на восстанавливаемой поверхности дополнительного держателя, потянув за который удаётся выправить имеющуюся вмятину.
Свойства точечной сварки
Конструкция этого устройства несколько отличается от типовых агрегатов с непрерывно горящей дугой.
Изготовить споттер из сварочного аппарата своими руками можно лишь при условии знания основных принципов формирования рабочего тока.
Дело в том, что при контактном методе сваривания разогрев происходит не путём расплавления металла, а путём концентрации тепла в точечной зоне между заготовкой и электродом.
В случае ошибочно выбранного режима контактного сваривания (при недостатке опыта у оператора) нередко наблюдается залипание электрода, что может привести к неприятным последствиям в виде КЗ или даже к поломке агрегата. Именно поэтому точечный сварочный аппарат изготавливается с тем расчётом, чтобы время сваривания было строго ограничено и не превышало секунды.
Помимо этого, такое устройство рассчитывается на небольшие значения действующего напряжения (поскольку розжига дуги в данном случае не требуется) и на значительные по величине рабочие токи. В связи с этим входящий в его состав трансформатор (ТТ) также должен выдерживать большие токовые нагрузки, достаточные для качественного прогрева места сварки.
Особенности переделки
Изготовить аппарат точечной сварки своими руками удаётся без излишних усилий, если воспользоваться вариантом переделки его из ненужного сварочного устройства. При подготовке к работам необходимо будет обратить внимание на следующие моменты:
- Для рядового ТТ напряжение при работе на холостом ходу (х. х.), как правило, выбирается не более 70 Вольт;
- В ситуации с агрегатом для точечной сварки этот показатель не должен превышать 6-ти Вольт;
- Для реализации данного условия потребуется новая вторичная обмотка, рассчитанная на пониженное значение выходного напряжения.
Обратите внимание! Изготовить новую низковольтную катушку можно и путём её намотки поверх имеющейся вторичной обмотки (если место позволяет).
В противном случае лучше размотать прежнюю «вторичку» и воспользоваться её проводом для формирования новой рабочей обмотки.
Перед тем, как сделать точечную сварку с обновлённым трансформатором, желательно ознакомиться с существующими типами этих электротехнических изделий и постараться выбрать наиболее подходящий из них.
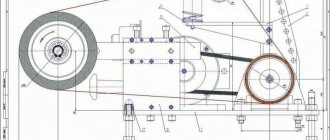
Типы сердечников
Сердечники, используемые в сварочных трансформаторах, могут иметь несколько различных исполнений (рисунок ниже).
Среди них особо выделяются следующие типы ТТ:
- С так называемым «Ш-образным» или броневым сердечником;
- Со стержневым основанием (в виде буквы «О»);
- И, наконец, с сердечником, выполненным в виде тора.
Из всех перечисленных вариантов самым подходящим для рассматриваемых целей является трансформатор с тороидальным сердечником, имеющий небольшие габариты и сравнительно малый вес (смотрите рисунок далее по тексту).
Дополнительная информация. Сечение такой жилы в любом трансформаторе будет определяться предполагаемым током сварки.
Чтобы точечная сварка своими руками работала нормально, выходной ток агрегата должен быть не менее 1000 Ампер. Последнее означает, что в выходной обмотке ТТ должен использоваться достаточно толстый провод. Данному требованию полностью удовлетворяет выбранный вариант тороидального сердечника, поскольку места для размещения выходной обмотки в нём имеется предостаточно.
Выбор параметров
При переделке ТТ основное внимание следует уделить параметрам вторичной обмотки, определяющим выходные характеристика аппарата (его нагрузочный ток, в частности).
При этом важно подобрать такое сечение шины, которое бы обеспечивало плотность тока порядка 8 А/мм² (при площади сечения около 120 мм²).
Поскольку при намотке на тор обращаться с такой толстой шиной очень трудно, чаще всего ограничиваются значением в 80 мм².
Обратите внимание! Указанное сечение удаётся получить, если сложить вместе несколько проводов чуть меньшей толщины.
Для облегчения условий переделки ТТ под точечный агрегат желательно предварительно рассчитать требуемое для его перемотки количество провода. После этого можно будет (исходя из занимаемого обмоткой места) определиться с тем, войдет ли она в оставшееся на торе свободное пространство или нет.
Важно! В том случае, когда новая намотка не вмещается в тор, старую вторичную катушку придется полностью разобрать (демонтировать).
Для удобства обращения с новыми проводами в процессе намотки их рекомендуется обмотать изоляционной лентой на основе ткани. Для определения точного числа витков, влияющих на величину выходного напряжения, советуем воспользоваться методом пробной намотки проводом небольшого сечения в изоляции.
Поскольку обмотка в этом случае не подключается к нагрузке, сечение пробного провода большого значения не имеет. Опыт показал, что при прикидочных испытаниях достаточно использовать не более 10-ти витков.
После их намотки трансформатор следует включить в сеть и измерить выдаваемое пробной катушкой напряжение, после чего оно делится на число витков.
В результате получается цифра, показывающая количество витков, необходимых для получения на выходе одного вольта.
Так как в данном случае необходимо получить 6 Вольт, умножив полученное по итогам пробного подключения число на 6, получим требуемое количество витков.
Для того чтобы изготовить новый аппарат своими руками, предварительно следует рассчитать нужное для перемотки ТТ количество провода. После этого можно будет (исходя из занимаемого шинной обмоткой места) определяться с тем, войдет ли она в оставшееся на торе свободное пространство.
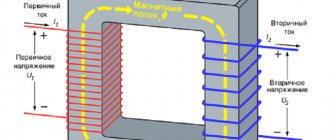
Схемы обмотки и её размещение
Схема включения и порядок размещения «вторички» зависят от типа выбранного сердечника. При заявленном нами тороидальном основании ТТ её удобнее разделить на две половинные обмотки, включаемые последовательно (по 3 Вольта каждая).
С целью повышения нагрузочной способности (увеличения сварочного тока) можно сделать две обмотки по 6 Вольт каждая и соединить их параллельно. Выходное напряжение в этом случае не изменится, а нагрузочный ток может быть увеличен вдвое. Такой вариант исполнения позволяет решить вопрос большого сечения вторичной шины, которое после этого может быть уменьшено наполовину.
Различные виды соединений таких обмоток показаны на картинке, размещённой ниже по тексту.
Порядок их подключения очень важен для получения требуемых выходных параметров, а допущенные при этом ошибки могут привести к совсем другим показателям. Так, в частности, если ошибиться при монтаже и включить две обмотки встречно, в результате они окажутся замкнутыми одна на другую и на выходе выдадут нулевое напряжение, что равнозначно КЗ.
На концах уже готовых вторичных обмоток следует обустроить методом обжима специальные наконечники.
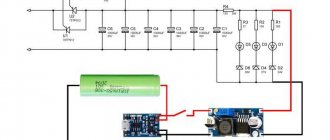
Схема управления
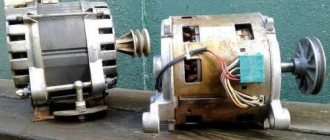
Для управления сварочным процессом используются короткие импульсы, формируемые в специальной электронной схеме. При изготовлении споттера на основе старого агрегата также необходимо предусмотреть блок управления, позволяющий коммутировать значительный по величине выходной ток.
Для решения этой задачи сформированные вручную импульсы подаются на первичную обмотку ТТ (простейшая управляющая схема изображена на рисунке ниже).
К недостаткам такого управления следует отнести:
- Посредством приведённой на рисунке кнопки коммутируется сетевое напряжение, что крайне опасно;
- При размыкании механических контактов происходит сильное искрообразование;
- Даже если заменить включатель сети тяговым реле от стартера, управляемым кнопочным механизмом, то такая схема, несмотря на усовершенствование, всё равно будет недоработанной.
Обратите внимание! Для реализации тягового принципа допускается использование комбинации «мощный пускатель плюс автомобильное реле» (причем последнее может быть любой марки).
При выборе этого сочетания реле срабатывает при подаче напряжения 12 Вольт, а его переключение вызывает срабатывание силового контактора. Однако и данный вариант управления не лишён недостатков, поскольку в этом случае не удаётся точно задавить интервал воздействия (ширину импульса).
Для тех, кто владеет азами электроники и умеет обращаться с паяльником, подойдёт более сложная в исполнении, но зато надёжная в эксплуатации электронная схема управления (смотрите фото ниже).
Здесь на входную обмотку ТТ рабочие импульсы поступают с электронного прибора – тиристора, открываемого при воздействии напряжением на его управляющий электрод.
Включённый в его цепь конденсатор (С1) при разомкнутом кнопочном контакте заряжается через элементы V1-V4 диодного моста.
При нажатии кнопки емкость разряжается через резистор R1 и непосредственно через цепь управляющего электрода тиристора, что приводит к его включению.
Находиться во включённом состоянии электронный прибор будет до тех пор, пока конденсатор полностью не разрядится (этот интервал можно подстроить переменным резистором R1). Для последующей операции запуска кнопку нужно сначала отпустить, а затем опять нажать (её выдержкой и определяется сварочный интервал).
Подробный порядок использования
Работа по разравниванию вмятины начинается с того, что на электрод подается ток от сварочного аппарата. Для выпрямления применяется обратный молоток, который может быть заменен заостренным упором. Воздействия на деформируемую поверхность необходимо осуществлять до ее полного выравнивания. По завершению всех операций, место обработки нужно зачистить, так как на нем остались электродные шлаки.
Алгоритм для рихтовочных работ включает в себя следующие этапы:
- Подготовка обрабатываемой поверхности (вне зависимости от материала кузова – алюминий или железо), путем удаления с нее любых покрытий, будь то шпаклевка, лакокрасочный слой, грунтовка;
- Присоединение «минусовой» клеммы от аппарата к кузову ТС в целях заземления;
- Постановка крепежа, посредством приварки различных крепежных приспособлений (петли, крючки и зацепы) к месту деформации, путем производства точечной сварки;
- Подготовка оборудования – осуществляется сцепление инструментальной базы и дополнительного оборудования (на этом этапе удобно применять пуллер);
- Выправка элемента, т. е. его вытягивание с целью восстановления первоначального вида;
- Демонтаж крепежа – банальное удаление средств крепления (обычно используют «болгарку»);
- Завершающий этап – это шлифовка, при котором производится очистка поверхности и проводятся подготовительные работы для последующего окрашивания.
Для выполнения вышеуказанного алгоритма вполне достаточно минимальных знаний по работе со сварочной установкой. В случае, если споттер укомплектован набором насадок, то это позволит работать с любыми элементами крепежей.
Как работать споттером
Принцип работы споттера прост: благодаря наличию электрического сопротивления в месте контакта с деталью при пропускании тока в момент замыкания цепи происходит сильный разогрев и приваривание электрода из более мягкой стали к ремонтируемой детали. Далее, с помощью обратного молотка устраняют вмятину, и в заключении аккуратно отламывают электрод от точки сварки.
Что здесь важно?
Электрод в точке ремонта должен быть слегка зафиксирован путем приваривания и ни в коем случае не должен ввариваться или прожигать отверстие. Электрод не должен отрываться от удара обратного молотка, но при этом должен легко отламываться в любой момент. Сила тока и длительность импульса сварки рассчитываются в зависимости от толщины стальной детали и формы электрода.
Сочетание этих величин (A t) позволяет легко, качественно и быстро выполнять сложные операции без переделок. Неправильный выбор одной из этих величин приводит к порче детали, увеличению времени и материальных ресурсов на исправление испорченного. Но иногда отдельные производители дешёвых споттеров искажают эти параметры, указывая завышенные значения (например, для трансформатора, а не для электрода).
Ещё чаще производители предлагают пользователю самому настраивать силу тока и продолжительность импульса, полагаясь на прочтение им инструкций и схем, прилагаемых к споттеру. Но, как известно, к инструкции прибегают в самый последний момент, если она вообще имеется и понятно написана.
Можно ли сделать удобный споттер с интуитивно понятным управлением, при котором отсутствие под рукой инструкции будет не так критично?
Вот что для современного споттера важнее всего:
- Небольшой вес и габариты, которые дадут необходимую манёвренность в загруженном цеху
- Достаточная мощность и КПД, возможность подключения к однофазной сети 220В 16А, подключение к стандартным розеткам автомастерской или гаража
- Простой и понятный дисплей управления, исключающий ошибки оператора при настройке программ для разных электродов
- Невысокая цена – требование, с которым трудно не считаться.
Споттер HAMMER TT производится в Европе. Масса аппарата – не более 14 кг, а размеры не превышают размеры футбольного мяча. Благодаря полностью медной электропроводке, включая трансформатор, и качественному медному стержню обратного молотка удалось достичь максимального КПД при энергопотреблении 2,3 кВт.
HAMMER TT создан для профессионального применения в промышленных условиях и позволяет ремонтировать стальные детали кузова любой сложности. Выбор инструмента осуществляется единственным поворотным регулятором на панели управления, что значительно сокращает время и исключает ошибки, связанные с настройкой длительности импульса.
Споттер используется в автомастерских для ремонта кузова, где облицовочный металл в среднем имеет толщину: 0,6 – 0,8 – 1,0 мм. Учитывая эти значения, стало возможным создать аппарат, автоматически вычисляющий параметры сварки. Остаётся выбрать необходимый инструмент с помощью поворотного регулятора.
Часто задаваемый вопрос: «Хватит ли споттеру мощности для выправки порогов и стоек». Ответ: «Да, если электроды использовать по назначению». Разве выправляющие аксессуары нужно сильно вваривать? Есть специальные кольца и приспособления для увеличения усилия вытяжки до 4 тонн, которые помогут минимизировать повреждения от сварки.
Мощности аппарата достаточно для приваривания треугольников и колец током 800 – 1000 А, волнистой проволоки – 1000 – 1200 А, медным электродом – 1400 А, разогреть поверхность графитовым электродом током 2200 А и осадить выпуклости после приваривания треугольника.
Споттер не может выполнять сварку клещами, так как для сварки современных сталей требуются токи 9000 – 13000 А, которые может обеспечить только инверторный блок, а это уже совсем другие сварочные аппараты с иными технологиями.
Работа споттером авто рихтовка отточена многими специалистами, но особой сложности методика не представляет для начинающих рихтовщиков. С помощью аппарата удаётся выровнять вмятину на любом участке, независимо от места расположения.
На электрод поступает ток от сварочной установки, так выполняется соединение с деформированной областью. Для выпрямления используется обратный молоток, может заменяться особым упором. Механические воздействия продолжают до момента полного выравнивания поверхности. После завершения работ участок зачищают, так как на нём остаются шлаки от электрода.
Чтобы научиться пользоваться споттером, не нужно идти на специальные курсы
Алгоритм использования споттера для рихтовки:
- Подготовка поверхности. Независимо от материала корпуса (алюминий или железо), с поверхности удаляют все покрытия: лакокрасочный слой, шпаклёвку, грунтовку.
- Подключение «минуса». С кузовом соединяется клемма «минус» для заземления.
- Установка крепежа. Привариваются фиксаторы (любые зацепы, петли или крючки) к деформированному участку корпуса. Для соединения используют сварку по точкам.
- Подготовка инструмента. Выполняют сцепление основного инструмента и подготавливают вспомогательные конструкции. Удобно использовать пуллер – устройство для облегчения восстановления деталей.
- Правка детали. Вытягивание кузовного элемента до восстановления первоначального вида и формы.
- Демонтаж крепежа. Для удаления фиксаторов подойдёт болгарка.
- Шлифовка. Окончательный этап – зачистка поверхности и работы по подготовке к окрашиванию.
Читать далее: 7 лучших тампонов
Принципиальных отличий выравнивания небольших и масштабных вмятин существует несколько:
- фиксируется всего один зацеп для вытягивания;
- зачистка проводится исключительно на деформированном участке, остальное ЛКМ не трогают;
- деталь по периметру обклеивается малярным скотчем, чтобы предотвратить разрушение краски;
- рекомендуется выполнять рихтовку аккуратно, не прикладывая сильных усилий, чтобы избежать деформирования всей детали.
Алгоритм работы остаётся прежним, но дополнительно используются небольшие насадки.
Если взять в сравнение обычный сварочный аппарат, то можно сказать, что споттер на много безопаснее, так как от него не летят искры и не нагревается металл
Для устранения больших повреждений потребуется масштабная работа:
- приваривается много фиксаторов вдоль вмятины, преимущественно в местах самых глубоких повреждений;
- вытягивать следует понемногу каждый элемент – и так по кругу до полного восстановления. Если сразу выровнять один участок, в момент рихтовки второго может нарушиться состояние предыдущего места;
- пригодится относительно большой обратный молоток, но сильных ударов все равно стоит избегать, иначе появляется риск повреждения крепления элемента кузова.
Устранение небольших вмятин
Несмотря на похожесть алгоритмов работы, все работы в малых масштабах имеют некоторые отличия, а именно:
- Для вытягивания фиксируется единственный крепеж;
- Зачистка производится только в месте повреждения, окружающую его площадь лучше не затрагивать;
- По периметру обрабатываемый участок обклеивается специальным (лучше малярным) скотчем, дабы не подвергнуть разрушению окружающую краску;
- Рихтовка осуществляется без применения особых усилий, опять же, во избежание повреждения детали в целом.
Возможно возникнет надобность в применении дополнительных насадок.
Устранение глубоких повреждений
Для устранения подобных деформаций потребуются масштабные действия, отличительными особенностями которых будут являться:
- Приварка большего количества фиксаторов в местах более тяжелых повреждений;
- Вытяжка производится медленнее – понемногу нужно вытягивать «по кругу» каждый элемент. В случае, если полностью заровнять один участок, то при переходе к другому может быть разрушен предыдущий результат;
- Обратный молоток применяется больших размеров, однако, тяжелых ударов следует все-таки избегать из-за риска повреждения крепежа.
Функциональная направленность споттеров заводского исполнения
Полезными их свойствами можно назвать:
- Прекрасно взаимодействуют в процессе рихтовки с ремонтными шайбами;
- Электрод из металла поддерживает соединение на постоянной основе в целях последующего быстрого перехода к операциям;
- Отлично работают с электродами из графита;
- Комфорт в применении и легкость обслуживания;
- Поддерживают переключаемую возможность рабочих режимов: долговременный и кратковременный. Во первом случае применяют электрод из металла, либо вообще используют ремонтные шайбы. Во втором случае устанавливается электрод углеродный;
- Имеют собственную систему охлаждения, которая автоматически отключит устройство при перегреве.
Ключевая деталь споттера
Сварочный пистолет — это основная деталь устройства. Для непрерывной работы используют устройство фабричного изготовления. Можно сделать его на основе пистолета из строительного клея своими руками. Альтернативным способом будет применение деталей из полуавтоматической сварки. Из текстолита вырезают одинаковые части с показателями длины от 12 до 14 мм. Их должно быть 2. В них устанавливают кронштейн, применяемый в качестве крепления электрода для сварки. При желании можно смонтировать лампочку для подсветки, как и переключатель импульса.
Кронштейн можно сделать из меди. У него может быть сечение — прямоугольное или квадратное. В качестве электрода для сварки используют медный прут с толщиной от 8 до 10 мм. Пистолет должен иметь такую конструкцию, которая позволяла бы поменять электрод без разборки. Чтобы подключить пистолет к устройству, используют комбинацию из сварочного кабеля с необходимым показателем сечения и 5-жильным контрольным кабелем. Подключение последнего осуществляется в соответствии со схемой.
На переключатель проводят три жилы. Ещё две перемещаются на подсвечивающую лампочку и двигатель. Сварочный кабель необходимо зачистить и припаять в специальное отверстие в кронштейне.
Стандартные характеристики серийных споттеров
К ним относятся следующие вариации:
- Тип электропитания – сеть на 220 В/380 В;
- Частота переменного тока – 50-60 Гц;
- Максимальная мощность – 10 кВт;
- При сварке предельная сила тока достигает 1300 А;
- Напряжение, образующееся на вторичной обмотке – 8-9 В;
- Встроенный таймер может быть установлен на промежуток от 0,1 до 1,2 секунды;
- Имеют возможность переключения режимов сварки с точечного на постоянный;
- Производительность аппарата зависит от выбранной программы – при точном аппарат работает на предельных мощностях, а при угольной сварке выходная мощность минимальна;
- Посредством железного электрода усилие разрыва составляет более 100 кг;
- При монтаже ремонтной шайбы тяговое усилие составляет более 100 кг.
Комплектность споттерного оборудования
Как правило, аппараты, произведенные в Китае, сразу же идут с максимальным количеством аксессуаров и насадок и даже комплектуются специальной тележкой, поэтому ничего докупать не приходится.
В то же время, европейские модели не часто могут похвастаться полным походным комплектом. Однако, из-за простоты конструкции самого инструмента не возникает проблем в использовании при работе «не родных» насадок.
Обычно, в конструкции оборудования западных производителей обязательно применяется медная вторичная обмотка трансформатора, что позволяет снизить энергопотребление на одном и том же токе, что существенно снижает нагрузку на сеть.
Они же оборудованы и специальными умными микропроцессорами, которые исключат возможный ошибочный прожиг металла. Данная функция особо актуально в последнее время, когда мировой автопром начал применять металлические листы очень тонкой толщины (до 0,6 мм.).
Параметры, от которых зависит цена споттера
Огромную роль в цене споттера играют параметры, которые обозначают потребляемую им силу тока, общие качества производительности и функциональности. Чем выше каждый из перечисленных параметров, тем больше и цена аппарата. Таким образом, перед покупкой следует определиться с объемом работ, для которых понадобится оборудование. Если предполагаются разовые мелкие работы, то не следует раскошеливаться на профессиональное оборудование. Если же предполагается постоянное оказание квалифицированных услуг с помощью данного инструмента (например, в рамках работы СТО), то стоит озаботиться приобретением мощной аппаратуры.
Среди существенных факторов цены можно установить следующую тенденцию:
- Трансформаторные модели более дешевы и более надежны, но инструменты с инверторным типом преобразователя отлично показывают себя в точечной сварке;
- Модели с повышенной мощностью предназначены для сварки по точкам и применяются для более прочных деталей. Стандартной мощности будет вполне достаточно для рихтования единичных элементов корпуса;
- Наибольшую цену имеют инструменты с двусторонней сваркой, к тому же она выполняется посредством специальных клещей, которые раскладываются с обратной стороны и мгновенно создают зацеп.
Рейтинг лучшего оборудования для споттинга на 2021 год
7-ое место: Пилот МТ тип МИНИ
Один из самых бюджетных, но в тоже время и надежных аппаратов на российском рынке. По итогам 2021 года стал самым востребованным оборудованием среди аппаратов подобного типа у россиян. Совместим с насадками от других производителей.
Технические характеристики:
| Наименование | Показатель |
| Напряжение питания, В | 220 |
| Потребляемая мощность, Вт | 6 |
| Частота тока, Гц | 50 |
| Минимальный ток сварки, А | 200 |
| Максимальный ток сварки, А | 1500 |
| Максимальная толщина свариваемых деталей, мм | 2 |
| Вес, кг | 14 |
| ЦЕНА, руб. | 14000 |
Пилот МТ тип МИНИ
Преимущества
- Комплектуется собственным набором насадок;
- Работает как с собственным пуллером, так и с насадками сторонних производителей;
- В комплект входят ремонтные шайбы в количестве 10 штук.
Недостатки
- Запрещено осаживать металл медным электродом.
6-ое место: Elitech АТС 5
Узкоспециализированный аппарат для кузовного ремонта автомобилей. Использование предполагается только вкупе с более мощной моделью, так его основная функция – приварка шпилек для последующей правки деталей с помощью обратного молотка.
Технические характеристики:
| Наименование | Показатель |
| Максимальный ток, А | 15 |
| Мощность, Вт | 3500 |
| Частота, Гц | 50 |
| Диаметр привариваемых шпилек, мм | 2020-03-02 00:00:00 |
| Вес, кг | 4 |
| Класс | «полупрофи» |
| ЦЕНА, руб. | 8000 |
Elitech АТС 5
Преимущества
- Компактность;
- Демократичная цена;
- Низкое энергопотребление.
Недостатки
- Узкая функциональность (невозможность сварки между собой даже тонких листов металла).
5-ое место: Fubag TS 3800
Инструмент предназначен для устранения вмятин с кузовов транспортных средств. Обрел заслуженную популярность из-за удобного пистолета, наличия микропроцессорной разрядки, простой панели управления.
Технические характеристики:
| Наименование | Показатель |
| Максимальный сварочный ток, А | 3800 |
| Частота, Гц | 50 |
| Масса нетто, кг | 23 |
| Мощность, кВт | 7.4 |
| Высота товара, мм | 235 |
| Напряжение, В | 220 |
| Ширина товара, мм | 360 |
| Сетевой предохранитель, А | 16 |
| Длина товара, мм | 225 |
| ЦЕНА, руб | 24600 |
Fubag TS 3800
Преимущества
- 7 программируемых режимов на 11 вариантов мощности;
- Индикатор перегрева;
- Небольшой вес.
Недостатки
- Сравнительно короткий кабель – всего 4 метра.
4-ое место: Atis S52L
Данный многофункциональный споттер предназначен для выполнения сложных работ по выпрямлению кузовных поверхностей. Оснащен микропроцессором перегрева и автоматическим вводом сварочного режима. Основной рабочий цикл аппарата рассчитан на 10 минут работы при номинальной нагрузке с исключением перегрева.
Технические характеристики:
| Наименование | Показатель |
| Максимальный ток, А | 5200 |
| Мощность, Вт | 20000 |
| Толщина листов, подлежащих сварке, мм | 2 |
| Регулировка продолжительности работы | автомат |
| Охлаждение | воздушное |
| Напряжение, В | 220-380 |
| Вес, кг | 78 |
| ЦЕНА, руб | 30000 |
Atis S52L
Преимущества
- Повышенная сила сжатия (180 кг);
- Автоматический режим охлаждения;
- Наличие удобной тележки для перемещения.
Недостатки
- Повышенная потребляемая мощность.
3-ье место: Redhotdot Hammer T-26
Инструмент профессионального класса для исправления стальных автомобильных панелей. Позволяет производить мельчайший ремонт, не требующий разборки машины. Имеет удобную пистолетную рукоять, работающую на автоматическом заряде и интуитивно понятную панель управления.
Технические характеристики:
| Наименование | Показатель |
| Максимальный ток, А | 3800 |
| Мощность, Вт | 5200 |
| Регулировка сварки | Автомат |
| Частота, Гц | 50 |
| Напряжение, В | 220-230 |
| Дополнительно | переносной тип |
| Вес, кг | 24 |
| ЦЕНА, руб | 43000 |
Redhotdot Hammer T-26
Преимущества
- Упрощенная система настройки вида SINERGIC;
- Подсоединение дополнительного инструмента с помощью евроконнектора;
- Относительно малый вес.
Недостатки
- Плохо сочетается с насадками от сторонних производителей.
2-ое место: Wiederkraft WDK-6000
Отличный инструмент для профессиональной работы в автосервисе. Полностью справляется с выполнением односторонней точечной сварки. Обладает повышенной мощностью, корпус выполнен в пылевлагозащитном варианте.
Технические характеристики:
| Наименование | Показатель |
| Максимальный ток, А | 4400 |
| Мощность, Вт | 11000 |
| Частота, Гц | 50-60 |
| Вес, кг | 67 |
| Дополнительно | возможна ручная регулировка времени сварки |
| ЦЕНА, руб | 46000 |
Wiederkraft WDK-6000
Преимущества
- Профессиональный аппарат, не предъявляющий особых требований к знаниям оператора;
- Обеспечен удобной тележкой для передвижения;
- Интуитивная настройка.
Недостатки
- Крайне скудная комплектация.
1-ое место: Telwin Digital Car Spotter 5500
Данный профессиональный аппарат специально разрабатывался для применения в сфере авторемонта. Ориентирован на сварку тонкостенного метала (сварка двух листов толщиной 1,5 мм – не проблема). Предназначен для исправления деформированных поверхностей и приварки шайб, шурупов и гвоздей.
Технические характеристики:
| Наименование | Показатель |
| Масса, кг | 30 |
| Напряжение, В | 380 |
| Габаритные размеры, мм | 390x260x225 |
| Мощность, кВт | 11 |
| Сварочный ток max, А | 3000 |
| Мощность при нагрузке 50%, кВт | 3.0 |
| Толщина свариваемых материалов (каждого) max, мм | 1.5+1.5 |
| ЦЕНА, руб. | 73000 |
НTelwin Digital Car Spotter 550
Преимущества
- Поставляется в комплекте с насадками, предназначенными именно для кузовного ремонта (Studder);
- Прост в настройке;
- Имеет высокую мощность и производительность.
Недостатки
- Высокая цена даже для профессионального инструмента.
Как сделать споттер из сварочного аппарата своими руками: алгоритм действий, назначение прибора
Споттер представляет собой устройство, вычисляемое к категории сварочных аппаратов. Предназначается для точечной сварки. Работает на основе сопротивления тока.
Устройство функционирует за счет выделения некоторого количества энергии тепла в зоне соприкосновения со сварочным материалом при подаче электротока. Споттер из сварочного аппарата можно сделать своими руками.
Классифицируют его на инверторную и трансформаторную модели.
Самодельный споттер используют в отношении кузовных работ автомобилей. Делают это тогда, когда по каким-то причинам с внутренней стороны выровнять поверхность детали нет возможности.
Можно локально нагревать металл при помощи указанного инструмента, если на кузовной области есть небольшие повреждения.
Важно разобраться, как сделать споттер своими руками, чтобы получить качественное и функциональное изделие.
Процесс сварки выглядит так. На место повреждённого металла закрепляется крепёж. К нему подсоединяется устройство и при помощи вспомогательных приспособлений либо своими руками вытягивают вмятины.
Инструмент для ремонта кузова дает возможность быстро и качественно восстанавливать автомобиль без покраски поврежденного участка. Споттер хорош тем, что при его эксплуатации удается держать под контролем функционирование каждой детали.
Это объясняется тем, что вероятность перегрева и разрыва проводов довольно велика.
Свойства конструкции агрегата
Приспособление состоит из таких компонентов, как коробка, пистолет, кабель, электрод.
Коробка содержит всю систему аппарата, которая необходима для сварки. Чтобы четко и быстро проводить кузовные работы, надо придерживаться порядка и технологии процесса.
Ели поверхность подверглась деформации, надо очистить ее от любого покрытия. Это может быть ржавчина, краска или лак.
Данный этап очень важен, так как качество соединения металлов напрямую влияет на итог всего процесса. На поверхность, которая подверглась корректировке, присоединяют контакты.
На очищенную зону повреждённой области приваривают крепёж, к которому и подсоединяется рассматриваемое устройство.
Вслед за этим захватывается устройство пистолетом, после чего вмятина вытягивается. Для выравнивания прибегают к использованию молотка, гидроцилиндров и других приспособлений. Обращают внимание на толщину металла.
Здесь следует понять, какое оборудование даст возможность производить рихтовку машины, чтобы не нанести ей вреда. Обратный молоток не используется в сочетании с алюминием. К тому же не каждый агрегат может справиться с оцинкованным кузовом.
Когда рихтовка кузова закончена, скручивают приваренную деталь. Место контакта зачищают шлифовальной машинкой.
Сварочный пистолет — это основная деталь устройства. Для непрерывной работы используют устройство фабричного изготовления. Можно сделать его на основе пистолета из строительного клея своими руками.
Альтернативным способом будет применение деталей из полуавтоматической сварки. Из текстолита вырезают одинаковые части с показателями длины от 12 до 14 мм. Их должно быть 2. В них устанавливают кронштейн, применяемый в качестве крепления электрода для сварки.
При желании можно смонтировать лампочку для подсветки, как и переключатель импульса.
Кронштейн можно сделать из меди. У него может быть сечение — прямоугольное или квадратное. В качестве электрода для сварки используют медный прут с толщиной от 8 до 10 мм.
Пистолет должен иметь такую конструкцию, которая позволяла бы поменять электрод без разборки.
Чтобы подключить пистолет к устройству, используют комбинацию из сварочного кабеля с необходимым показателем сечения и 5-жильным контрольным кабелем. Подключение последнего осуществляется в соответствии со схемой.
На переключатель проводят три жилы. Ещё две перемещаются на подсвечивающую лампочку и двигатель. Сварочный кабель необходимо зачистить и припаять в специальное отверстие в кронштейне.
Алгоритм изготовления своими руками
Чтобы сделать агрегат самому, нужны некоторые навыки и понимание основ работы с такой техникой. Споттер из сварочного аппарата своими руками можно сделать в соответствии с чертежами. Для этого надо тщательно изучить конструкционные особенности аппарата. Можно использовать подручные детали.
Не всегда является целесообразным приобретение фабричного устройства. Качественный агрегат может обойтись в кругленькую сумму. Необходимо рассматривать конфигурацию приспособления и его чертежи.
Оборудование из инверторного аппарата
Чаще всего агрегат на основе инвертора изготавливается с применением самодельного материала. Основными составляющими устройства являются тиристорное реле и сварочный инвертор. Чтобы собрать приспособление, потребуются:
- тиристор с показателем 200 Вольт;
- трансформатор для понижения 122 вольт для управления реле посредством кнопки;
- реле с мощностью в 30 ампер;
- мост на диодах;
- кнопка для управления и контроля;
- контактная группа 220 вольт.
Трансформатор подключается с помощью диодного моста. К нему подсоединяется тиристор реле. Трансформатор питает управляющую ветку цепи. Перед изготовлением споттера своими руками надо обеспечить безопасные условия работы. С этой целью кладут под ноги резиновые коврики и придерживаются стандартных правил техники безопасности.
Основные этапы сборки
Чтобы сделать самодельный агрегат, идеально подходит сварочный аппарат Nordic. Необходимо уметь менять конфигурацию устройства так, чтобы споттер постоянного тока на выходе давал 1500 ампер, как минимум. Сборка осуществляется по следующим правилам:
- Снимают с аппарата вторичный слой. Иногда их бывает несколько.
- Перед установкой определяют количество витков на 1 Вольт. Первичная обмотка для этого оборачивается медной проволокой. Затем измеряют показатель Вольт.
- Полученный показатель делят на количество витков. Результат и будет указывать на число витков на Вольт.
- Из вторичного слоя, который был снят, производят шину. Желательно не допускать, чтобы этот параметр опускался ниже 160 квадратных мм.
- Напряжение должно равняться 6 вольт. Если сечение меньше, можно делить шину на несколько частей. Их скрепляют изоляционной лентой.
Количество фрагментов зависит от изначальных показателей. Допустим, если параметр равен 40 кв. мм., шина разрывается на 4 части. Необходимо взять две шины с обмоткой из изоленты или скотча для малярных работ. Изоляция должна быть последовательной. Сначала идет слой изоляционной ленты, затем — скотча, а сверху наматывается изолента. На открытые зоны можно установить клепки.
Полученные шины перемещаются на трансформатор. Этот процесс не является лёгким и требует определенных навыков. Необходимо наличие молотка и присутствие дополнительного помощника.
Благодаря этому шина будет сидеть лучше и не получит каких-либо повреждений. Если показатель мощности нормальный, то приспособление можно считать готовым.
Если же нет, придется проводить ряд экспериментов, подключая к первичной обмотке провода.
Сборка трансформатора является обязательным этапом изготовления споттера из сварочного аппарата. Такая работа является наиболее трудной. Обмотка требует большого количества времени, но этот этап не является обязательным.
Обмотка осуществляется на кольцевом железе. Провод для вторичной обмотки должен изготавливаться из алюминия или меди. Между мотками следует прокладывать качественную изоляцию. Для этого подходит трансформаторная бумага в несколько слоев.
Для максимальной надежности ее пропитывают парафином.
Пистолет делают из полуавтомата. К нему потребуются некоторые дополнения, чтобы закрепить инструмент на приборе для рисования. Чтобы сделать клещи, подойдёт простая труба 20 на 20 мм. Силовые провода, соединяющие трансформатор и пистолет, должны иметь идентичное сечение.
Как альтернатива, они должны превышать сечение шины. Не стоит использовать слишком большие по длине провода. Максимальный их размер должен быть равен 2,5 м. Рабочий кабель, соединяющий трансформатор и пистолет, должен быть сделан на основе коммутирующего кабеля с термоизоляцией.
При каждом нагревании этот слой будет стягиваться.
Важные нюансы в конструкции
Наибольшие сложности в адаптации трансформатора заключаются в увеличении показателя выходной силы тока. Для этого экспериментируют с шиной, которая ставится вместо вторичной обмотки. Опыт дает понять, что показатель сечения должен быть не меньше 160 кв.
мм. Что касается напряжения в шине, то она не должна быть меньше 6 вольт. Важнейшим моментом при сборке трансформатора является соблюдение оптимальной изоляции сетевых обмоток. Если накладка была сделана неправильно, это приведет к нежелательным последствиям.
Вместо эпилога
В рихтовочных работах сегодня попросту невозможно обойтись без споттеров, ибо они существенно сокращают трудоемкость процесса и повышают качество работы. Приобрести их возможно в любом специализированном магазине или заказать на заслуживающей доверия торговой интернет-площадке (возможна существенная экономия денег). Рынок споттеров и аксессуаров для них достаточно велик, поэтому подобрать модель не составит труда. Однако, не все аппараты являются сложно техническими товарами, поэтому более простые модели будут обладать минимальным гарантийным сроком.
Правильно подобранная модель в сочетании с грамотно поставленными масштабами работ, позволит получить наилучший результат.